A Harder Surface for Stainless Steel
When it comes to hardening finished parts, the more control you have over the process, the better the results will be.

Since the Expanite process is gaseous, surface exposure is complete, allowing parts to be loaded into the furnace in bulk, no matter the geometry. It can treat austenitic, martensitic, ferritic and duplex grades of stainless steel.
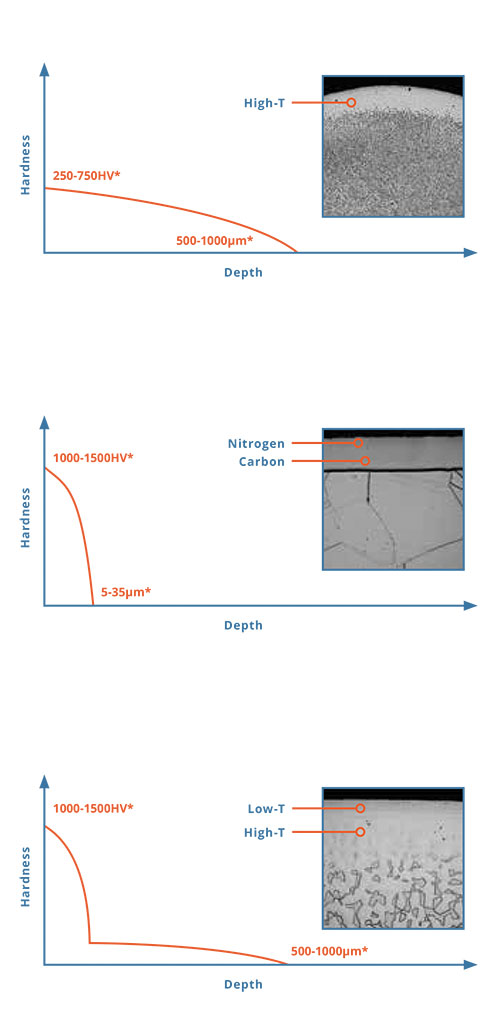
From Top: ExpaniteHigh-T pushes nitrogen deep into the bulk material, providing a high load-bearing capacity and increased corrosion resistance. ExpaniteLow-T establishes a double-hardened zone containing nitrogen and carbon, and a controlled surface harness. SuperExpanite combines the two processes, imparting superior surface and core hardness, and protection against galling, fatigue and wear.



When it comes to hardening finished parts, the more control you have over the process, the better the results will be. A relatively new surface-finishing process provides just that control, allowing machine shops to dial in the exact results they require when treating austenitic, martensitic, ferritic and duplex grades of stainless steel. The results have been shown to include reduced wear, fatigue and galling, while improving or retaining corrosion resistance.
The patented process that produced such results is known as Expanite, as is the company founded by scientists at the Technical University of Denmark. Derived in 2001, the process was tested and refined for almost a full decade before its commercial launch in 2010. Expanite, based in Hilleröd, Denmark, has recently entered the North American market with a treatment facility located in Twinsburg, Ohio, that is overseen by Christian Dalton, Ph.D., who earned his doctorate in material science and engineering from Case Western Reserve University. Part of his doctoral work was to identify and compare all known surface hardening technologies, which introduced him to the Expanite process. Convinced of its value, he contacted the company and is now its North American sales manager, primarily targeting the automotive, medical, dental, food and beverage, and aerospace industries.



The Expanite process is gaseous and composed of two steps—a solution nitriding following by low-temperature nitro-carburization—which remove the oxide film that covers stainless steels, allowing for a controlled incorporation of carbon and nitrogen atoms into the underlying metal. Unlike a surface coating, this gaseous process penetrates the metal with an optimal concentration of carbon and nitrogen, leaving no residue.
Three treatment options are available. ExpaniteLow-T establishes a double-hardened zone containing nitrogen and carbon, and a controlled surface hardness between 1,000 and 1,800 HV (about 70 to 79 HRc) in the range of 5 to 35 microns. ExpaniteHigh-T provides all the benefits of annealing, pushing nitrogen deep into the bulk material and providing a high load-bearing capacity and increased corrosion resistance, and penetrating to a depth of as much as 1 mm. SuperExpanite combines the two processes, imparting surface and core hardness, and protection against galling, fatigue and wear (case depth equal to Low-T plus High-T). In addition to being faster, the company says that all three treatments provide better results and are less expensive than more traditional forms of surface hardening.
Manufacturers can choose between allowing Expanite to process parts at its facility in Ohio, or, should the volume of parts being produced justify it, purchasing the necessary furnaces and licensing the Expanite process for on-site use, with online oversight provided by the company’s technicians. The turnaround time is measured in days rather than weeks, and parts can be processed in bulk regardless of geometry. Expanite also has recently established a process for surface hardening of titanium.
Related Content
-
Beyond the Machines: How Quality Control Software Is Automating Measurement & Inspection
A high-precision shop producing medical and aerospace parts was about to lose its quality management system. When it found a replacement, it also found a partner that helped the shop bring a new level of automation to its inspection process.
-
Best Practices: Machining Difficult Materials
Cutting hardened steel, titanium and other difficult materials requires picking the right tools, eliminating spindle runout and relying on best practices to achieve tight part tolerances.
-
ANCA Introduces Tool Loading System for Medical Drills
ANCA’s dental drill loading kit includes tailored RoboMate pallets for FX machines using a FANUC 200iD robot loader.







