A Robotic (R)evolution
This shop’s evolving approach to automation has led it to streamline processes, challenge preconceived notions about robotics and embrace the notion that a manufacturing sequence is greater than the sum of its parts.


Although Plainsman Mfg.’s first efforts with robotics culminated in a cell dedicated to a specific process, the shop’s second cell, shown here, is more indicative of its future direction. The cell is designed handle a variety of parts produced in batch sizes of less than 100.
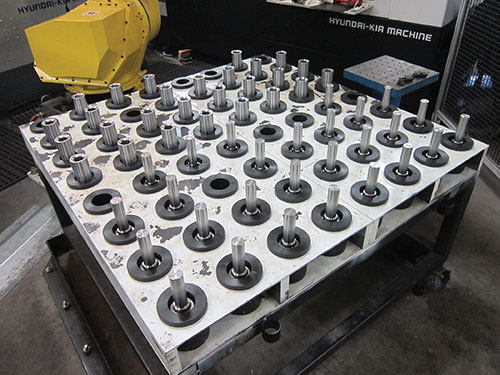
The second cell's flexibility can be attributed in part to the pallet, which has a thick, heavy base that provides a constant reference point for the robot and 64 stations that each can accommodate any workpiece smaller than 4.5 inches. Along with a software algorithm that essentially divides the pallet into sections for the robot’s 2D vision system, this enables the shop to load different-size blanks for different parts on the same pallet.

Finished drain bodies and sleeves make their way down the outfeed conveyor of the shop’s first robotic cell. Over the course of implementing the cell, the shop learned valuable lessons about balancing cycle times and standardizing processes that it would later apply not only to subsequent cells, but also areas of the shop that have yet to be automated.

Drain bodies and sleeves await assembly at the operators station, which is within arm’s length of the cell PLC, the infeed and outfeed conveyors, and the painting booth.

Rather than through any purposeful lean initiative, practices like the use of shadowboards and kanban stocking systems evolved naturally over the course of developing the first cell.

Implemented at the request of a customer, the third cell is similar to the first in that it is dedicated to a specific part. It consists of a Fanuc r2000ib/165f six-axis robot and two lathes: a Hyundai WIA L300LMC and a Hyundai WIA L400LMC.



Most manufacturers would expect a robot to eliminate manual machine setups, but the experience of one Canadian oil-industry shop demonstrates that the ripple effect of automation can be far more profound. For Plainsman Mfg., the move to robotics catalyzed a company-wide change in thinking about the true nature of efficiency.
Consider the old mantra that a machine not making chips is not making money. That’s how Plainsman historically has viewed its equipment, and the shop approached its first robot the same way. However, keeping the robot busy often served only to keep shelves stocked with partially completed assemblies. Meanwhile, customers weren’t receiving orders any sooner. Management and shopfloor employees alike eventually realized that sometimes it’s okay to slow down in order to get ahead. “We don’t really look at individual cycle times anymore,” says Luke Czyz, operations manager at Plainsman. “We’re more concerned about the cycle time of the whole process.”



In practical terms, this means a process for completing a multi-component part will be based around the component that takes the longest, he explains. If balancing individual cycle times requires slowing one machine down or even letting it sit idle so another can catch up, so be it. That’s not to say this way of thinking leads the shop to ignore bottlenecks. Rather, the new philosophy reflects the view that work-in-process (WIP) and excess inventory represent waste; that an overall manufacturing sequence takes precedence over its individual elements; and that improvements should be made only with the end-game—final delivery—in mind. Put another way, the shop doesn’t produce parts; it produces products.
Adopting this philosophy was more evolution than epiphany. Change at the strategic level first required change at the tactical level: namely, getting long-standing manufacturing sequences to work with machine-tending robots. Setups had to be consolidated, fixtures standardized, process flows rethought. Moreover, the evolution is still ongoing. The shop’s recent attempts to apply its big-picture thinking to a broader selection of the product mix defy the notion that robots are useful only for low-variety, high-volume work.
Taking a Leap
The first robot purchase was “somewhat of a leap” given that no one knew for sure whether this sort of automation would be viable for the relatively low part volumes that characterize the shop’s work, says Lee Makelki, company president. What Mr. Makelki did know was that skilled machine operators were hard to find; that standing next to cycling machines and waiting to load and unload parts was not the best use of operators’ time; and that automation was an oft-touted solution to both problems. This thinking prompted the shop to choose a relatively expensive part with one of its longest cycle times and largest, most predictable batch sizes for its first experiment with robotic automation.
This hollow, carbon steel cylinder is the body for a tubing drain, which is used during oil well work-overs to drain production tubing prior to pulling out of the hole. Like many other products manufactured at Plainsman’s 44,000-square-foot facility in Edmonton, Alberta, the drain isn’t a contract job, but the company’s own innovation. It represents just one of many varieties of equipment that the company manufactures and distributes for oilfield production, pipeline maintenance, construction, and gas and water distribution. Customers are located mostly in Western Canada.
The company purchased the equipment needed to automate production of the drain bodies about six years ago from LaMarche Machinery, also based in Edmonton. Having recently become a FANUC-authorized robotics integrator, LaMarche offered the expertise Plainsman needed, as well as a track record of prompt service and support in previous dealings, Mr. Czyz says. With the supplier’s input, the shop settled on a FANUC M-710ic/50 six-axis robot. Plainsman also needed capacity at the time, so it chose to purchase a new Hyundai WIA SKT400LMC lathe rather than automate existing equipment.
Changing Tactical Thinking
One of the first lessons to emerge from Plainsman’s experience was that a truly automated manufacturing sequence leaves no room for variation. Any process that involves a robot must be standardized, and production of the drain bodies was anything but.
Historically, drain body production involved moving batches of hundreds of parts through two lathes, one to turn either end. The second lathe would also employ live tooling to drill a series of holes. However, this rarely worked as planned. If the shop was busy, for example, a live-tool lathe might not be available. In that case, the only option would be to queue batches of drain bodies at a four-axis VMC—which might also be occupied—for the drilling operations. Even if the shop had dedicated two lathes to producing only drain bodies, the advantage of adding a robot would be limited because operators would still have to move batches of parts from one machine to another.
The solution was to develop a process for a single, dedicated machine, with the robot taking on the task of loading, flipping and unloading each part. This required altering the part design and raw material specifications to enable gripping on both ends, simplifying operations to perform all machining with the tooling available on a single lathe, and various other changes. “The robot forced us to reconsider the way we do things,” Mr. Czyz says.
Little did the shop know that this sort of rethinking also would be required for a variety of other parts it would later target for robotic automation. Initially viewed as nothing more than a hurdle to overcome, revamping processes was nearly always worth the effort, Mr. Czyz says. In the case of the drain bodies, the newly standardized, unattended strategy was a stark contrast to a process that required constant production planning as well as multiple machines and operators.
However, the drain bodies’ relatively lengthy cycle time left the robot sitting idle more often than not. Rather than let valuable capacity go to waste, Mr. Czyz moved in an underutilized Hyundai WIA SKT300 turning center and set it up to produce the sleeves that fit around the drain bodies. After integrating the robot with the second machine and making modifications to enable single-setup production, he and his team deemed the initial implementation a success. Servicing two machines kept the robot busy, and the shop was producing two components of a critical product line faster than ever before and with minimal operator intervention.
Changing Strategic Thinking
That speed, however, turned out to be too much of a good thing. Continuously producing drain bodies that require approximately 18 minutes each to machine and sleeves that require only about seven minutes each was ideal for keeping the robot busy and the lathe spindles turning. The net effect, however, was sleeves piling up in the assembly area while awaiting corresponding drain bodies. This led Mr. Czyz to question whether the shop’s goals were misplaced. After all, producing one part faster than the other didn’t benefit customers, because a final tubing drain assembly requires both components. For the shop, it even made things worse because work in process is essentially waste.
Given how Plainsman had generally operated until that point, the shop’s response was nothing less than radical. Mr. Czyz instructed operators to dial back cutting parameters on the SKT300 to produce one sleeve every 18 minutes instead of every seven minutes. Some employees were skeptical at first, but the result of matching sleeve production with drain body production was everything he anticipated and more. Producing only one sleeve for each body virtually eliminated work in process, and slowing down the lathe had the side benefit of improving insert life by a factor of four. “The change was a tough pill to swallow because our thinking has always been that we’re here to make as many chips as possible as fast as possible,” Mr. Czyz says. “The fact that we could purposely slow a machine down and have a better value stream and a better process chain was a real eye-opener.”
Body, sleeve, body, sleeve—it wasn’t long before this type of thinking began to permeate other areas of the shop. Meanwhile, Mr. Czyz and his team still weren’t done with the robotic cell. A process that turns out a complete, ready-to-ship product would be the ultimate embodiment of the shop’s new philosophy, but the tubing drains still required downstream operations prior to final assembly. So, during the next year or so, the team tweaked the sleeve design to eliminate manual deburring, implemented on-machine deburring tools to do the same for the drain bodies, integrated a dot-matrix stamper to automate serial number marking; and placed a paint booth adjacent to the cell.
Now, tubing drain production no longer requires multiple employees and machines that may or may not be available. Parts no longer move to disparate areas of the shop during production. WIP no longer lines shelves awaiting other components, which might be produced in a rush and in a quantity that may or may not match demand. Rather, a single operator oversees the cell—and oftentimes other machines, too—while also taking responsibility for painting and assembly. A shadowboard and a kanban stocking system ensure the employee has all needed tools. Tubing drains leave the cell area complete and ready to ship, and keeping operations in one place makes it easier to produce just the right amount, Mr. Czyz reports.
Adding Flexibility
Encouraged by its success with the first robotic cell, Plainsman decided to double down. For the second robot, however, the shop would have to set its sights much higher. This time, it wouldn’t have the luxury of automating a single product with a constant, predictable level of sales. In contrast to the tubing drains, most of the shop’s other jobs involve batch sizes of less than 100, and, in extreme cases, might repeat only once every few months. Given the need to process an ever-changing variety of parts that differ in size and geometry, developing a dedicated process for a single product wouldn’t make much sense. By extension, the principles driving the evolution of the first cell wouldn’t translate fully to the second.
However, that didn’t stop Mr. Czyz and his team from applying those principles where they could when they installed the second robot in 2011. Most of the parts processed on this cell are part of a larger assembly, he says, and a custom software algorithm enables the system to process these parts together, just as the first cell does with the drain bodies and sleeves. Parts that aren’t part of an assembly still benefit from the process standardization and improved productivity associated with robotic automation.
As was the case with the first cell, the second consists of a FANUC M-710ic/50 six-axis robot servicing two machine tools, and the expertise of LaMarche Machinery was critical to its implementation. However, the similarities end there. Rather than two lathes, the shop paired a Hyundai WIA SKT250 lathe with a Hyundai WIA VX400 VMC to maximize flexibility. Rather than conveyors like those in the first cell, the second relies on wheeled pallets with 64 stations, each of which can hold any raw blank smaller than about 4.5 inches. The robot uses a 2D vision system that, in essence, takes a photo of the pallet to determine the precise positions of the blanks so it can retrieve them.
That’s where the algorithm comes in. Supplied by an outside party that contracted with LaMarche Machinery, the algorithm ensures workpieces are centered in the gripper for proper loading regardless of their size, shape or orientation within the pallet station, Mr. Czyz says. With this capability, changing jobs requires only loading the next program and loading the next pallet of raw material blanks. Also thanks to the algorithm, that pallet can be divided into separate sections that hold blanks for different parts. That capability is critical for balancing production of components of the same assembly, as well as simultaneously producing multiple components for independent jobs.
Continuing to Evolve
Even as Plainsman and LaMarche continued to tweak the second cell, plans for the third were already in the works. A visiting customer had been impressed by the tubing drain line, so it asked the shop to set up a similar, dedicated system for a non-corrosive pipe fitting. The customer had experienced quality problems with sourcing this part from overseas and preferred a North American supplier—if the price was right. The shop was more than happy to oblige, and the new cell went online in March 2013.
However, Plainsman’s second cell—the flexible vision cell—provides a better model for keeping work at home, says Daniel LaMarche, president of LaMarche Machinery. “You don’t need to be an automotive manufacturer to have a robot. Getting across that mindset is one of the biggest challenges for integrators like us, but if North American manufacturers are going to succeed, they need to start thinking that way.”
Plainsman Manufacturing is already on board. Mr. Czyz says the flexible vision cell in particular could be indicative of the shop’s future direction. Compared to the dedicated cells, it offers similar advantages, which essentially boil down to fewer operators producing more parts per hour while gaining the freedom to perform more value-added tasks. However, the vision cell expands those advantages to cover a broader portion of the product mix. “If our company keeps growing, we could potentially retrain all our operators and build flexible cells around the shop. That will boost output considerably without adding to our fixed labor costs,” he says.
















Related Content

Which Approach to Automation Fits Your CNC Machine Tool?
Choosing the right automation to pair with a CNC machine tool cell means weighing various factors, as this fabrication business has learned well.
Read More
4 Steps to a Cobot Culture: How Thyssenkrupp Bilstein Has Answered Staffing Shortages With Economical Automation
Safe, economical automation using collaborative robots can transform a manufacturing facility and overcome staffing shortfalls, but it takes additional investment and a systemized approach to automation in order to realize this change.
Read More
Partial Automation Inspires Full Cobot Overhaul
Targeting two-to-four hours of nightly automation enables high-mix manufacturer Wagner Machine to radically boost its productivity past a single shift.
Read More
Modern Bar Feeds Bring New Life to Automatic Swiss Lathes
Cam-actuated Swiss lathes are still the fastest way to process many parts. By adding modern bar feeders, this shop has dramatically improved their utilization with the ability to work unattended, even in a lights-out environment.
Read MoreRead Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More