
A Third Class of Touch-Trigger Probes
Fully digital probes are especially effective at accurate digitizing routines using a long stylus.
.jpg;width=70;height=70;mode=crop;format=webp)
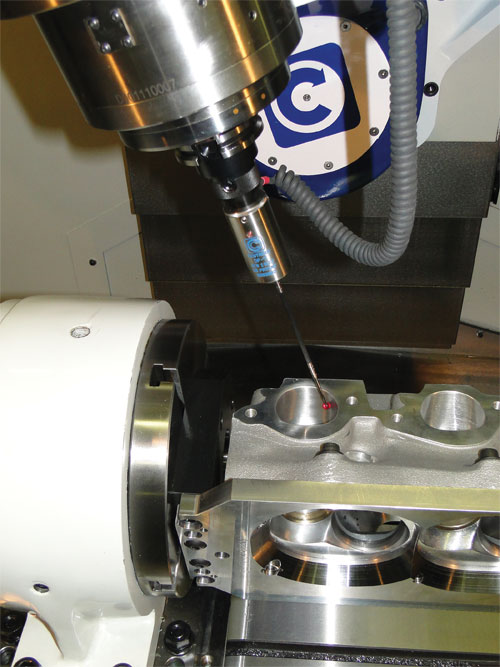
According to Centroid, its fully digital probe with a long 140-mm stylus delivers ten times the accuracy than a traditional kinematic probe during digitizing operations such as those commonly performed on cylinder head intake and exhaust ports.

Accurate probing data reduces the time required to clean up extraneous measurement points to establish an accurate model after digitizing.
Mr. McCulloch says that the DP-7 probe’s 1-micron unidirectional repeatability is on par with traditional kinematic probes, but adds that unidirectional repeatability is not a good indicator of 3D digitizing performance. He explains that pre-travel variation, or “lobing,” introduces distortion to 3D digitized objects, and the magnitude of that distortion is proportional to the amount of pre-travel variation. The DP-7’s lobing isn’t random, but repeatable and well-defined, even with a long stylus. That’s because, unlike mechanical kinematic probes with contacts, its electronic technology measures the change in probing pressure.



Machine-tool touch-trigger probes are helpful in a number of ways. These probes enable machines to perform automated fixture alignment to speed setups, measure part features for in-process inspection, and even digitize parts for reverse-engineering purposes.
Until recently, there have been two general classes of touch-trigger probes for machine tools: kinematic and strain-gage. Kinematic probes use a spring-loaded mechanism that secures the stylus. This mechanism also contains a set of contacts with an electrical circuit that triggers a probe output when the stylus deflects after touching the part. (The amount of stylus deflection before triggering is known as pre-travel.) Strain-gage probes have a similar spring-loaded mechanism, but use multiple strain gages to trigger a probe output instead of contacts.



Keith McCulloch says an issue with kinematic probes (and to a lesser extent with more costly strain-gage probes) is measurement error due to pre-travel variation, or “lobing.” Mr. McCulloch is applications engineer for Centroid, a manufacturer of five-axis machines for cylinder head porting, four-axis machines for engine block work and CNCs for retrofit applications. He explains that during 3D digitizing, for example, lobing occurs because the force required to trigger a kinematic probe differs depending on the geometry of the part and the direction that the probe approaches a part. In addition, lobing error becomes greater as stylus length increases, reducing measurement accuracy and introducing distortion to the data when probing deep into part features such as engine block cylinders and cylinder head intake and exhaust ports.
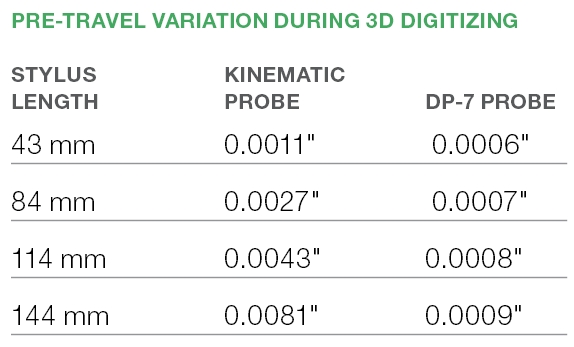
As a result, Centroid has developed what it calls a third class of touch-trigger probes—fully digital probes. (The company has manufactured kinematic probes for more than 20 years for use with its cylinder-head-porting machine package.) The solid-state triggering functionality of the company’s DP-7 probe provides uniform triggering in all axes and 1-micron unidirectional repeatability. Mr. McCulloch says that with a 40-mm stylus, the DP-7 is twice as accurate as a conventional kinematic probe for 3D digitizing. However, he notes that the performance differences really diverge with long styli. With a 140-mm stylus, the DP-7 delivers ten times the accuracy than the kinematic probe, Mr. McCulloch says (see Table 1 to the left). For digitizing applications that require long styli, such as cylinder head port duplication and machining, more accurate probing data means less time is required to clean-up extraneous measurement points to establish an accurate model. So while the DP-7 isn’t faster than kinematic probes at probing routines for such applications, the overall digitizing process takes less time because there’s minimal data clean-up.
Mr. McCulloch adds that the DP-7’s digital design not only is inherently shock- and vibration-resistant, but also contributes to an affordable price point that may entice more machine shops to take advantage of on-machine probing. The probe can be used on virtually any machine tool brand, too. A machine’s CNC requires only a PLC probe input and software that supports probing routines. Probe signal transmission and power is achieved via a cable that plugs into a bulkhead connector wired to the machine’s control. Although the probe must be manually plugged in, Mr. McCulloch points out that this design eliminates cross-talk signal transmission problems that can occur with radio-frequency probe systems as well as signal interference that can occur with optical systems when using large fixtures or when debris collects on optical signal receivers.












Related Content

How To Calibrate Your Calipers
If you’re interested in calibrating your own digital, dial or Vernier calipers, here are some steps to take to make sure it goes off without a hitch.
Read More
Choosing the Correct Gage Type for Groove Inspection
Grooves play a critical functional role for seal rings and retainer rings, so good gaging practices are a must.
Read More
Parts and Programs: Setup for Success
Tips for program and work setups that can simplify adjustments and troubleshooting.
Read More
Determining Out-of-Roundness at the Point of Manufacture
George Schuetz, Mahr Inc.’s Director of Precision Gages, offers these techniques for measuring roundness on the shop floor.
Read MoreRead Next


3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More