
Accurate Live Tools Save Lives
By swapping its previous live toolholders for Mimatic models from Lyndex-Nikken, this manufacturer improved accuracy and rigidity in a critical drilling operation for a life-saving emergency rescue tool.

Brian Miller of Paratech shows off a partially machined rescue part. Although this particular part is not the long-shore strut tube described in the article, the Mazak Multiplex 6300 CNC turning center behind Mr. Miller was used for that job. It is outfitted with Mimatic live toolholders.
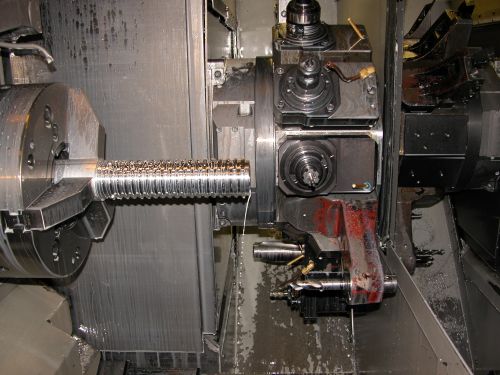
This close-up shot depicts the workzone of the Mazak Multiplex 6300 and its Mimatic live tools.

Paratech thoroughly tests machined parts to ensure close tolerances.















Related Content

Form Tapping Improves Tool Life, Costs
Moving from cut tapping to form tapping for a notable application cut tooling costs at Siemens Energy and increased tool life a hundredfold.
Read More
Tungaloy Expands Drill System With Drill Sleeves
Adding drill sleeves to the standard lineup enhances drilling productivity of Swiss-type sliding-head automatic lathes.
Read More
10 Ways Additive Manufacturing and Machining Go Together and Affect One Another
Forget “additive versus subtractive.” Machining and metal additive manufacturing are interconnected, and enhance the possibilities for one another. Here is a look at just some of the ways additive and machining interrelate right now.
Read More
Emuge-Franken's New Drill Geometry Optimizes Chipbreaking
PunchDrill features patent-pending geometry with a chipbreaker that produces short chips to control machining forces.
Read MoreRead Next


3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More