
Adjustable Drill Drives Inventory Cost Savings
During a difficult application, the inserts on this shop’s standard IC drill would sporadically fail, causing the entire tool to break down. This required the shop to stock a large inventory of costly replacements in various sizes to fit different-sized holes. Allied Machine and Engineering’s Revolution drill allows the shop to adjust tool diameter and cut holes of different sizes with a single tool, while replaceable insert cartridges on the front end keep insert failure from wrecking the tool itself.

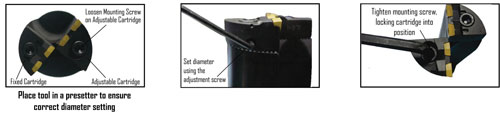
As shown in this diagram, users can set the drill’s diameter with only a few simple steps.

When the tool spins, the insert cartridges create an overlapping cut, with each removing only a portion of the material needed to reach the finish diameter. This configuration distributes cutting forces between the two cartridges, reducing the overall load on the spindle to allow higher metal removal rates.

The Revolution Drill’s trigon inserts are designed to create smaller, more manageable chips than other insert geometries.

Big parts call for big machines. Here is one of the shop’s horizontal boring mills.

JLG CNC Machining Coordinator Mike Kalina says the Revolution drill’s adjustable diameter and replaceable cartridges have led to significant cost savings. The drill can be used with flood coolant nozzles, as shown here, or with through-tool coolant.



Most manufacturers of indexable carbide (IC) drills offer an array of models for creating holes of various sizes. For many shops, this often means purchasing multiple tools, each with its own type of insert, to perform drilling operations on a range of parts with different hole sizes. As inventory increases, so do costs, especially when a shop has to stock enough tools and inserts to quickly replace drills that are scrapped in troublesome hole-making operations.
Allied Machine & Engineering (Dover, Ohio) has taken a new approach with the recently introduced Revolution drill. Offering a "one-size-fits-all" design, the drill’s diameter can be adjusted to allow users to cut holes of varying sizes with a single tool. One Allied customer, Orrville, Ohio-based JLG Industries, says the tool has helped with more than just reducing inventory and costs. The geometry and proprietary coating of the drill’s inserts have also helped the shop increase tool life, feeds and speeds while reducing downtime.



At its approximately 300,000-square-foot Orrville facility, JLG manufactures lifting equipment for the heavy construction; warehouse distribution; commercial and retail; and other industries as well as the military. The shop ships machined components for telehandlers, scissor lifts, aerial work platforms, stock pickers and other such equipment for final assembly at its parent company’s location in McConnellsburg, Pennsylvania. Its 550 employees tack together blocks of pre-formed raw material, which then undergo robotic welding, machining and powder-coating or painting processes.
Much of the machining at JLG involves drilling holes for pins used to connect components together during the assembly process. The shop uses six horizontal boring mills for these applications: a 10800 HMC from Mazak (Florence, Kentucky) and five HMC 200s from Machining Systems (Howell, Michigan). These are big machines—large enough for a person to stand inside the cutting area.
The company’s parts often have wall thicknesses ranging to 3 inches. Machining these parts often involves cutting through multiple stacked plates that are welded together—a particularly problematic scenario in drilling applications. When the company used a standard IC drill to machine one such part, a telehandler rear frame component made of ASTM A-36 steel plate with a material hardness of 220-240 BHN, it had difficulty predicting tool life. An insert might last through 10 parts or only a single part before breaking, says Mike Kalina, JLG’s CNC machining coordinator. Additionally, the company experienced high tool costs because breaking an insert often meant having to replace the entire tool.
"If we were to break an insert, it’d wipe the face off the pocket and the drill would be junk," Mr. Kalina explains. "We would be halfway through the cut, and all of a sudden the insert would snap. By the time the operator could hit the stop button the pocket would be wiped out."
Moreover, both the drill and its inserts were expensive, and the company had to keep a large inventory on-hand to replace broken tools. Lead time was also a problem—it was not uncommon for the shop to wait six to eight weeks for delivery of a new drill. To address these difficulties, the shop turned to Allied Machine and Engineering, a long-time supplier of many of the company’s drilling and boring tools. Allied Field Sales Engineer Eric Derheimer, who often visits the shop to keep up on its processes, suggested the cutting tool manufacturer’s new Revolution drill to help cut costs and increase efficiency on the problematic operation.
Like other IC drills, the Revolution drill can cut from solid with no pilot. A major advantage for JLG, however, is that the drill’s inserts are mounted in two replaceable cartridges, one of which is adjustable to allow cutting of hole diameters within a 0.2-inch range. This feature enabled the shop to purchase fewer tools for drilling the various-sized holes on the rear-frame part. And if a tool crashes, operators can simply replace damaged insert cartridges rather than scrapping the entire cutter, reducing costs even further. When the shop needs replacements, Allied can deliver within one day, Mr. Derheimer says.
"There’s really no need for customers to keep a large inventory because we stock all that stuff at Allied," Mr. Derheimer says. "We usually tell them to keep one extra set of cartridges on the shelf and then order a new set the next day if they need it."
The drill is available in several sizes that together accommodate hole diameters ranging from 1.875 to 4 inches. Unlike JLG’s previous IC drill, all Revolution models use the same inserts, which further cuts down on tooling inventory. "I’m able to reduce my inventory to one type of insert and a couple of extra cartridges," Mr. Kalina says. "The cost savings are tremendous—any time you can reduce inventory in the tool crib, that’s a big thing."
The drill not only made it easier and cheaper to replace wrecked cutters, but also reduced the frequency of tools failing in the first place. Most of the breakage problems with the shop’s old IC drill were a result of the geometry of its roughly square-shaped inserts, which had difficulty penetrating the rear-frame component’s stacked plates. Rather than executing a clean cut, the drill would often push material ahead of it into the weld point between the two plates, forming a "disc" of extra material. This disc would spin right along with the tool, keeping it from penetrating the second plate and causing sufficient heat buildup to break down the insert and wreck the cutter.
In addition to the difficulty with cutting stacked plates, tool breakage problems were exacerbated by the fact that the design of the drill practically invited operator error. Inserts could be loaded in the wrong configuration and still fit snugly within the tool body, a mistake that often went unrecognized until it resulted in a crash. "That’s how we wiped out several of the tools," Mr. Kalina says. "An operator would put an insert in incorrectly and not know it, and that would be another three grand down the drain when we had to replace the entire drill."
The Revolution drill uses triangular-shaped inserts that can be loaded into the tool body only in the correct configuration, reducing the risk of operator error causing a tool crash. Compared with the old drill’s square inserts, these trigon inserts form smaller, more manageable chips, Mr. Derheimer says. Additionally, this geometry achieves sufficient penetration rates to cleanly shear through the disc of extra material that forms at the weld point between the components’ stacked plates. Meanwhile, Allied’s proprietary AM200 coating helps to reduce heat buildup.
Since implementing the Revolution drill, the shop has found that tool life is not only longer, but also more predictable. Knowing exactly how many parts can be machined before inserts break down allows the operator to avoid waiting with a finger on the emergency stop and "babysitting" the operation in case of a crash, as was the case with the previous drill, Mr. Kalina says. And thanks to the inserts’ geometry and coating, JLG has increased speeds and feeds from 829 rpm at 1.4 ipm to 1,400 rpm at 3 ipm.
It took Mr. Derheimer only a few hours to help JLG find the "sweet spot" for the drill’s feeds and speeds when he first brought it in for a test. Now, Mr. Kalina says, "the chips are coming off like grass blades off a lawnmower." Impressed with the drill’s success on the rear-frame component, he is now trying it out on other applications. "The replacement parts are very cheap, it’s easy to adjust—it’s just a wonderful tool overall," he adds.
















Related Content

Walter Extends Line of Precision Boring Tools
The new boring tools employ modular components such as cartridge holders and extensions, which are matched to the system, utilize an extensive range of indexable inserts suited for precision boring and can be used for all material groups.
Read More
How to Tackle Tough Angled Pocket Milling With Two Tools
Milling a deep pocket with a tight corner radius comes with unique challenges, but using both a flat bottom drill and a necked-down finishing tool can help.
Read More
Walter Launches New Solid Carbide Drill
The DC118 Supreme solid carbide drill provides high rigidity against deflection, superior centering accuracy and four margins with corner chamfers.
Read More
Choosing Your Carbide Grade: A Guide
Without an international standard for designating carbide grades or application ranges, users must rely on relative judgments and background knowledge for success.
Read MoreRead Next


3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More