
Advances in Laser-Scanning Technology
Learn how the latest laser scanning devices and software offer a number of advantages for inspection and reverse engineering.
.jpg;width=70;height=70;mode=crop;format=webp)
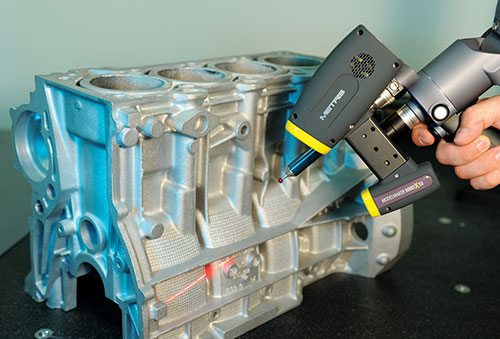
Nikon Metrology’s entry-level MMCx80 ModelMaker scanner offers an 80-mm stripe width and gathers 800 measurement points per stripe.
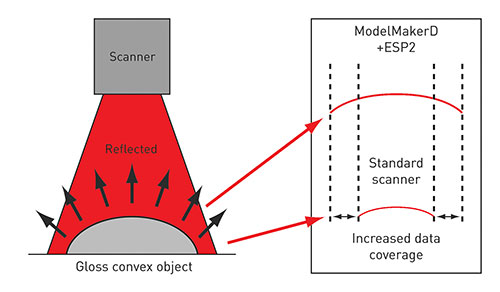
An anti-reflection filter provides accurate scanning of very shiny or polished materials by filtering out reflective laser light that scatters in many directions. This enables the laser to scan the steep sides of convex surfaces.



Alex Lucas, business development manager/scanning products for Nikon Metrology, notes that every manufactured part presents its own flavor of inspection or reverse-engineering challenges. There could be a combination of planar and freeform surfaces, intricate radii, highly reflective surfaces or complex features such as those found in castings and dies. Inspection tasks might include comparing scanned point clouds to CAD models, updating designs, creating CAD models for reverse-engineering or rapid-prototyping tasks and so on.
Such complex measurement applications are leading an increasing number of manufacturers to consider retrofitting CMMs and articulated measuring arms with flexible new laser scanning technology. Mr. Lucas says the latest laser scanning devices and software provide the following advantages:



• Larger measurement coverage—While many touch probes might achieve input rates of one point per second, laser-scanning stripes can range in width from 50 to 200 mm. This enables the device to scan tens of thousands of data points per second.
• Higher speed—Similarly, even complex 3D castings, production dies, turbine blades and plastic parts can be scanned via laser in a matter of minutes.
• Offline reporting—Transferring measurement data to PC-based reporting software can significantly reduce inspection time as well as time to market for new products. Incorporating color-coded visuals and tabular data can shorten the approval process and make sharing information easier.
• Quick, simple retrofits—A range of laser-scanning options are compatible with many existing CMMs and articulated-arm devices. Retrofits can often be accomplished in a matter of hours, and some laser scanners are compatible with both equipment platforms.
• Ability to automate—Integrated software packages are available to automate processes including measuring, gathering data, comparing scanned data to CAD models, and generating reports with both visual representations and tabular data.
• Scanning without re-orientation—New cross-scanning technology combines multiple scanners and digital cameras to enable scanning complex features without re-orienting the part.
Mr. Lucas notes that there are many choices for CMM-based laser scanning. Numerous companies make entry-level, single-stripe laser scanners that provide approximately a 50-mm stripe width, generate 20 to 25 stripes per second, and input close to 20,000 points per second while maintaining an error tolerance of 20 to 25 microns. For more demanding inspection tasks, Nikon Metrology manufactures a laser scanner with a 60-mm stripe width that scans at 75 stripes per second and maintains an error tolerance of 9 microns. Scanners with smaller fields of view for digitizing detailed little objects with higher point densities and tolerances down to 4 microns are also available.
For larger objects, hand-held laser scanners or versions that attach to articulated arms are available to make walk-around scanning easier. Depending on the type of scanner, stripe widths can vary between 50 and 200 mm, and digital cameras capture more than 1,000 points per stripe. This provides optimum resolution for efficiently scanning freeform surfaces and features. Cross-scanners that incorporate multiple scanners and cameras are also available for measuring or reverse-engineering large parts.
Today’s laser scanners also feature automatic real-time adjustment of sensor settings for each individual point along the laser stripe. This enables the devices to effectively scan highly reflective surfaces or those that vary in color. Previously, it was necessary to spray highly reflective surfaces with a matte coating to prevent a scan from capturing reflective data and other extraneous noise.
Mr. Lucas also points out the importance of software compatibility. Nikon Metrology maintains partnerships with a number of inspection software developers and also provides its own point-cloud-processing solution. Laser scanning can input tens of thousands of points per second, so effective inspection software must be able to handle a large volume of inspection data (as many as 100 million points).
Software also should provide tools such as automated feature-detection algorithms; full part comparison to CAD or STL files; a complete set of 2D and 3D features; geometric dimensioning and tolerancing (GD&T) capability; specialized measuring routines for wall thickness, flush and gap, and directional comparisons; dedicated inspection modules such as turbine-blade inspection; and off-line modules that enable using CMMs or articulated arms for inspection and personal computers for creating or modifying reports and models.











Related Content

What Should Machinists Know About In-Machine Probing?
In-machine probing doesn’t reach the power of CMMs but can still be useful for pre- and mid-process control, as well as for “rough screening” of parts.
Read More
5 Things CNC Operators Must Know About Sizing Adjustments
For CNC operators, sizing adjustment is an essential skill. Keep these points in mind when training new CNC users.
Read More
6 Machine Shop Essentials to Stay Competitive
If you want to streamline production and be competitive in the industry, you will need far more than a standard three-axis CNC mill or two-axis CNC lathe and a few measuring tools.
Read More
4 Ways to Establish Machine Accuracy
Understanding all the things that contribute to a machine’s full potential accuracy will inform what to prioritize when fine-tuning the machine.
Read MoreRead Next


The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More