Aerospace Hole Making Takes Shape
The demand for fast hole making will intensify as more fuel-efficient jet engines are introduced. Electrical discharge machining is emerging as the answer.




A robotic arm exchanges electrodes and electrode guides from a tool carousel.
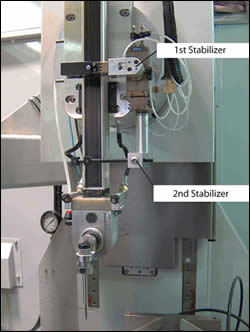
The automatic electrode stabilizer steadies the electrode at upper and lower points. This device is designed to retract without operator intervention to avoid interference as the electrode feeds down.
“In 2005, we needed to make 20 million holes. This year and next, we’ll need to make 40 million holes.” That, reportedly, is how one engineer at a major jet engine manufacturer sized up his company’s hole-making challenge. Every jet engine manufacturer must be feeling the same pressure.
Holes in jet engine components are critical because these holes provide the internal cooling airflow that prevents the parts from overheating during engine operation. The more effectively these holes do their job, the better the jet engine performs. Making these holes efficiently and economically will be essential for the new generation of lightweight, low noise, fuel-efficient jet engines to succeed. One of the most promising technologies for making these holes is electrical discharge machining (EDM).



Jet engine designers have discovered that they need to increase the number of these holes, locate them more strategically in the part and give them a special shape that diffuses airflow for greater transfer of heat. The intended result is a jet engine that can safely operate at a higher temperature for better fuel economy and lower emissions. This means that jet engine manufacturers will need a reliable process that can make these holes quickly and accurately, reach hard-to-access areas of part geometry and form the holes to a complex exit profile.
EDM holds so much promise for this application because of its ability to make small, deep holes into hard materials at high speeds is well established. Lately, the major hurdle has been coping with the industry requirement to form the exit portal of these holes to a specific shape. The shape is designed to spread airflow over a greater surface area so that heat can be removed more efficiently. Engineers are devoting considerable attention to the precise shape of this type of “diffuser hole” to maximize cooling.
A machine that can drill these holes and create the diffuser shape in a two-step, one-setup EDM process has been developed by Beaumont Machine (Milford, Ohio). After drilling a series of deep, round “metering holes” that penetrate the part, the machine returns with a solid electrode for electrical discharge machining the diffuser portion of the hole. According to Ed Beaumont, company president, the key is the machine’s ability to accurately reposition the solid electrode at the mouth of the drilled hole. Because the machine is equipped with high-resolution glass scales in each of its six axes, he says that the machine is capable of 2-micron (0.00008-inch) positioning accuracy and 1-micron (0.00004-inch) repeatability.
Drilling Comes First
The first step is to drill the metering holes, which permit a precise amount of air to exit the part. Because the rate of airflow through jet engine parts must be highly controlled, the size and location of these holes is carefully tested during the design phase to achieve the exact, metered flow of air.
Fast hole drilling with EDM uses a long, hollow electrode of brass alloy. Electrodes typically have two or more internal channels. According to Mr. Beaumont, jet engine components usually receive metering holes from 0.017 to 0.030 inch in diameter. Because hole size must include a spark gap of 0.001 inch around the electrode, hole making for jet engine components typically involves electrodes from 0.015 to 0.028 inch in diameter.
Drilling rates for EDM are quite fast. Mr. Beaumont says that a 1-mm hole can penetrate 0.5 inch of Inconel in about 20 seconds. Drilling a 0.020-inch hole through 3/8 inch of a single-crystal alloy may take 15 seconds. The exact times will depend on a variety of factors.
However, drilling speed is only one factor in aerospace applications. Multi-axis CNC positioning and automation are also important for minimizing drilling cycle times. On the Beaumont FH-Series of fast-hole EDM models, workpiece positioning is accomplished by moving five axes simultaneously. These machines have a configuration resembling a vertical machining center. Ballscrew-driven linear axes in the base of the machine provide X and Y motion. Two rotary tables swivel and tilt the workpiece in the B and C axes. (Models for large land-based power generation components can be configured with a tilting spindle head for greater clearance.) The rotating spindle travels up and down on a column-mounted W axis. All axes move at a top speed of 400 ipm.
For hole drilling, the spindle rotates the electrode at speeds as high as 3,000 rpm, but for machining the diffuser hole, the spindle can also operate in a CNC-controlled indexing mode as a separate V axis.
In addition, an optional on-board Fanuc LR Mate 200 robot contributes a high degree of automation.
After a part is mounted on a positioning fixture and loaded into the machine, the robot retrieves a wireless probe from the carousel and clamps onto the spindle for a routine that verifies orientation of the workpiece and compensates for any detected variation in size resulting from inconsistencies in the casting process. After the robot replaces the probe, it retrieves an electrode guide from the same carousel, and using its two-sided grippers, exchanges it with the guide in a clamping unit on the actuator. This clamping unit simply holds the guide in place directly above the workpiece. Guides are matched to the size of the electrode and have a tapered entry at the top so that the electrode will feed in properly.
Hole-drilling electrodes in their holders are stored in the same carousel with the guides. The robot loads and unloads electrodes in the spindle, using the double-sided gripper to exchange them. Because a fresh electrode is 24 inches long and is rather flexible, the robot slides its gripper fingers down the electrode after loading to steady it.
Next, a special stabilizer swings out automatically from the side of the actuator. The stabilizer has a set of grippers at the top and a rest bar at the bottom. The presence of the stabilizer prevents the electrode from whipsawing when it is rotated at high speeds during the hole-drilling process. The stabilizer is programmed to release the electrode and swing out of the way automatically when the infeed of the spindle would interfere.
After feeding the electrode into the guide, the spindle rotates the electrode and forces deionized water through it up to 2,000 psi. When the electrode is energized, it begins drilling into the workpiece. An automatic detection system senses when the electrode breaks through the other side and prevents the electrode from contacting any surface opposite the exit, such as the back wall of a cavity or other part feature. When the hole is complete, the electrode retracts and the part is repositioned for the next hole cycle.
Shaping The Diffuser
After drilling a series of metered holes, the robot retrieves a solid, rod-like electrode for shaping the diffuser holes, installs it into the spindle and threads it into the guide. The machine then moves into the CNC dressing process. This dressing unit is an enclosure that contains a programmable grinding head that shapes the tip of the electrode. This tip, in turn, erodes the corresponding shape at the mouth of a completed metering hole.
Many diffuser holes require a flared, cone-shaped profile, but according to Mr. Beaumont, jet engine manufacturers are developing more complex contours. As a result, the dressing unit must be able to grind the electrode to a precise geometry.
After dressing the tip, the machine moves into position and starts the diffuser EDM process. For some geometries, the spindle operates as a programmable rotary axis, indexing the electrode in conjunction with simultaneous axis motion.
Typically, the company provides a turnkey solution for manufacturers of jet engine components. This includes custom fixtures designed for each family of components. These fixtures orient and locate the part off-line. An integrated workholding system provides the interface for transferring fixtures from the bench to the machine.
Not A Hole Popper
Although they have similarities to “hole popper” machines primarily designed to make start holes for wire EDM, fast-hole EDM systems for jet engine components are a different class of machine tool, says Mr. Beaumont. “The aerospace industry is looking for automated systems that are capable of producing highly engineered hole shapes on an around-the-clock basis,” he says. This requires simultaneous five-axis motion, probing, robotic automation, breakthrough detection and, most importantly, integrated diffuser-hole machining.
Although there is an operator learning curve associated with technology of this sophistication, Mr. Beaumont believes that this hole-making challenge represents a significant opportunity for aerospace contractors. “I see a trend toward even larger numbers of
holes for jet engine components in the years ahead. We have to ramp up now,” he concludes.















Related Content

Modern Bar Feeds Bring New Life to Automatic Swiss Lathes
Cam-actuated Swiss lathes are still the fastest way to process many parts. By adding modern bar feeders, this shop has dramatically improved their utilization with the ability to work unattended, even in a lights-out environment.
Read More
When a Lathe With Live Tooling Rivals a Multitasking Machine
This shop is working its way up to a full-fledged B-axis multitasking machine. Meanwhile, turning centers with a Y-axis and live tooling are doing just fine.
Read More
How to Turn Machine Shop Downtime Into Process Expertise
To take advantage of a lull in business, JR Machine devised a week-long cutting tool event that elevated the shop’s capabilities with aerospace alloys.
Read More
When Organic Growth in Your Machine Shop Isn’t Enough
Princeton Tool wanted to expand its portfolio, increase its West Coast presence, and become a stronger overall supplier. To accomplish all three goals at once, acquiring another machine shop became its best option.
Read MoreRead Next

Leveraging Little Holes To Lure Additional Work
Not many contract shops can drill a 0.001-inch hole. This one can, and it uses its micro-hole-making capabilities to attract more 'traditional' machining work from its customers.
Read More

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More