Anti-Electrolysis Developments In Wire EDM
Originally, wire EDM had two things going against it. It was slow, and often it left an undesirable surface finish. In the last few years, wire EDM builders have fixed the speed problem. Now they're well on their way to fixing the surface finish problem.




These 100x magnifications of a 20-rms surface finish produced in identical CD650 workpiece materials show the difference between the effects of a standard power supply (left) and an AE power supply.
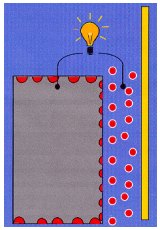
With a standard power supply on a wire EDM, stray energy from the cutting process (signified by the glowing light bulb) interacts with contaminants in the dielectric fluid, producing charged particles, shown in red, that attack the cutting edge as well as the top and bottom of the workpiece.
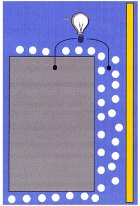
With an AE power supply on a wire EDM, stray energy from the cutting process is eliminated or controlled (signified by the unlit bulb), so there is little or no interaction with contaminants in the dielectric fluid. Particles, shown in white, do not attack the workpiece.
| UPDATE: More recent information about this technology can be found here: Special High Temperature Alloys Spark Interest in EDM |
These problems were intrinsic to the early days of EDMing and continued up through 1990. In 1991, the first compensating power supply circuitry was used for fine finishing on the skim cuts.
Previously, rough cutting was done with DC power for maximum speed and material removal. Fine or skim cutting was then done, at different power settings on an AC electrolysis-limiting power supply, to finish the dimension and, most often, to cover the damage done to the work-piece in roughing.



A true anti-electrolysis (AE) power supply can be used for rough and skim cutting, thus minimizing surface degradation, the material's susceptibility to rust and corrosive action, plus the overall improvements in accuracies and total time required to finish parts.
Since the mid-80s, literally all EDM manufacturers have addressed the finishing power supply issue, with various solutions offered. This is in sharp contrast to the "early" days of EDM's promotion, when speed, speed and more speed were the goals.
Briefly, let's get back to the basics of this critical aspect of EDMing.
What Is Electrolysis?
For the practical application of EDM, electrolysis is the production of chemical changes by the passage of an electrical current through an electrolyte, that is, a nonmetallic electrical conductor through which current is carried by the movement of agitated ions.
In wire EDMing, stray energy in the dielectric fluid, produced by the cutting process itself, interacts with contaminants in the flushing fluid to disrupt the surface of the workpiece.
The chief result of this process in all materials is an increased heat-affected zone, or white layer, on the surface. Depending upon the workpiece material being cut, the visible results of this action will vary, as described above.
The current-carrying EDM wire commonly discharges particles as well as produces the cutting action on the workpiece. The stray current, once thought inevitable, causes detrimental surface effects such as:
- bluing of titanium,
- cobalt binder depletion of carbide,
- anodic oxidation of aluminum,
- rusting of ferrous materials, and
- eventual micro-cracking of all materials.
This last effect had prohibited increased use of wire EDMing in medical, aerospace, aircraft and ordnance applications because that condition would render parts either unsafe or inoperable to the specifications required.
Meeting The Challenge
Thus, the challenge facing EDM builders was to engineer a power supply that would minimize, even eliminate, the interaction of the stray current and contaminants on the workpiece surface. Various builders have taken various tacks to solving this problem. Mitsubishi EDM, for example, combined voltage modulation, advanced transistor pulse circuitry and state-of-the art sensors, plus software improvements to interface the cutting program and actual condition protocol, to develop its patented AE power supply. This combination of technologies indicates the complexity of the problem and the effort required to make progress in this area. However, the benefits are substantial--so substantial that this same builder has made its AE power supply standard equipment on its new X Generation wire EDMs.
Other methods are available, many of which have excellent characteristics, as they all aim at two important goals: namely, to eliminate or dramatically reduce surface degradation while, simultaneously, maintaining productivity on the machine.
Depending upon the EDM wire being used, brass or coated, surface finishes down to 0.5-mm Rmax are now attainable with no significant loss in speed. Doing certain types of wire work will always put a premium on an operator's work rate, and only the individual shop's particular needs can dictate the optimum conditions that should be employed.
However, unlike in the past, EDMers now enjoy more choices and thus fewer compromises when balancing speed versus accuracy and finish. To some extent, largely as the result of better power supplies and control circuitry, shops really can "have it all," or close to it.
The Differences AE Makes
Comparing the surface integrity achievable with and without an AE power supply makes it clear that several electrochemical conditions are occurring on an AE-equipped machine:
- Pitting, which occurs with conventional power supply technology, is virtually gone.
- The heat-affected zone is drastically reduced.
- Surface corrosion is minimized on all materials.
The net effects of this AE power supply to the typical tool-and-die shop or mold maker are these:
- Longer carbide tool life because of less cobalt depletion.
- Longer steel tool life because of less white layer and surface corrosion.
- Faster and fewer skim cuts needed to finish any part.
- Less polishing time and attendant cost because of less surface degradation and better finish out of the tank.
When used in conjunction with the fine finishing circuitry currently available, a true AE power supply can enable wire EDM to tackle the most demanding jobs, ones never thought possible. Clearly the evolution of EDM has been accelerated by the development of anti-electrolysis power supplies, another reason why wire EDM is now considered a viable method for an ever-widening spectrum of jobs in all areas of industry.
Click here to learn more about supplier MC Machinery Systems, Inc..
Reports From The Real World
One of the first builders to introduce anti-electrolysis (AE) technology, Mitsubishi EDM has had wire machines equipped with AE power supplies in the field long enough for interesting case histories to be gathered. A sample of these indicates the impact that AE technology will have on the typical EDM user.
Chris Gendusa, who runs the EDM operation at Custom Stamping in Covina, California, told his story. "The way we made punches and dies a few years ago seems to be on the decline. We do less and less grinding now. Instead, we use a wire EDM with the AE power supply and experience no recast whatsoever, plus all the micro-cracking problems we had are gone. Typically, we run a variety of micro-grain tungsten carbide, A2/D2 tool steels and some powdered metals. Thin steel frames are stacked and left in the tank for overnight cutting, maybe 18 up to 24 hours. We know the rust would be a problem with that kind of dwell time.
"Other advantages are in the taper and radius dimensioning, where we once needed to dress a grinding wheel and take a lot of time to do the work. All our die work goes to our company stamping plant in Carson City [Nevada], and we've already seen dramatic increases in wear life. We attribute most of that to the AE power supply on our wire EDM."
As for the speed of cutting when using an AE power supply, Pete Grisel of Magnum Diamond in Rapid City, South Dakota, said this: "We do high-precision parts for eye, medical, surgical and other equipment. Typically, we run titanium, stainless 317 and some aluminum. We'll stack our thinnest materials, 0.010-inch 440C stainless, 45 high and cut them in 35 minutes, with ¤0.002-inch accuracy, at 500 pieces per day. We also get a 7 to 8-rms, nearly mirror finish on a corneal shaper we produce." Magnum Diamond, a division of the Chiron Corp., has been running their AE power supply for over two years.
At EDM Labs in Fremont, California, Frank Wenzel runs an AE power supply on a wire EDM used to cut titanium 6AL-4V into an extremely delicate medical device component. "Titanium usually blues, and that problem simply went away with AE. Of course, it's not just cosmetics involved here. This power supply completely eliminated the embrittlement problem, and it's faster. We cut titanium faster with 0.008-inch diameter wire on an AE-equipped machine than we did with 0.01-inch wire before. Even on 50 pieces, that's a big difference."
Another job at EDM Labs involved a very tight cut into a 0.3-inch-high web of titanium material, using 0.004 wire. The part to be formed was 0.0013 inch thick, +0/-0.0003 inch, flat to within 0.0001 inch. "It simply would have been a nightmare to do this job before AE," according to Mr. Wenzel.
For shops where multiple part cutting was usually avoided due to rust build-up on conventional tool steels, no such concern is necessary with AE, reports indicate. Ejector pinholes, for example, can be machined into polished mold cavities without compromising the finish. Mold shops can actually use less expensive materials and get the same results. Less stainless is needed because of the rust avoidance issue. This means that less expensive S7 and H13 steel can be used for molds that are designed to be wire-cut instead of the more expensive 400 series.
At every stage of a technology's evolution, there are always roadblocks to its advancement. In the rapid development of EDM (electrical discharge machining), no hurdle has been more difficult to overcome than the one that is most basic to all machined metal surfaces in a liquid environment: Dissociation of ions caused by electric current passing through the solution, otherwise known as electrolysis or, in the common parlance, rust. Every metal subjected to EDMing is vulnerable to this condition, from the basic tool steels to the most advanced alloys and composite materials.
Electrical discharge machining, as the name implies, creates a certain amount of stray current in the dielectric fluid, by definition. Literally, the instant such current interacts with any contaminants in the solution, surface degradation on the workpiece begins.
Titanium will begin to turn blue, an action caused not by heat, as some suspect, but electrolysis. Aluminum undergoes an anodic oxidation. All iron-based materials simply begin to rust. Sintered materials such as carbides suffer surface degradation, the result of cobalt binder depletion.
















Related Content

Choosing Your Carbide Grade: A Guide
Without an international standard for designating carbide grades or application ranges, users must rely on relative judgments and background knowledge for success.
Read More
Inside an Amish-Owned Family Machine Shop
Modern Machine Shop took an exclusive behind-the-scenes tour of an Amish-owned machine shop, where advanced machining technologies work alongside old-world traditions.
Read More
Volumetric Accuracy Is Key to Machining James Webb Telescope
To meet the extreme tolerance of the telescope’s beryllium mirrors, the manufacturer had to rely on stable horizontal machining centers with a high degree of consistency volumetric accuracy.
Read More
10 Things to Know About Creep-Feed Grinding
Because of the high material removal rate creep-feed grinding can deliver in challenging materials, grinding might not be just the last step in the process—it might be the process.
Read MoreRead Next

Special High-Temp Alloys Spark Interest in EDM
Today’s wire EDM technology preserves the surface integrity of proprietary titanium alloys and other high-temperature materials, so aerospace and medical applications using this process are booming.
Read More

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More