
Applying Turn-Milling
Combining a rotating tool with rotating work produces a machining operation that is distinct from standard turning or milling.
.jpg;width=70;height=70;mode=crop;format=webp)



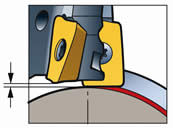
The wiper insert follows and protrudes below the insert that does the cutting. The purpose of the wiper is to smooth out the surface.
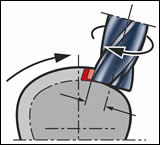
Cutting off-center from the work's axis of rotation ensures that the cutting edges engage properly.

Here are three tools that can be used effectively in turn-milling, in part because of their use of wiper inserts or edges. The face mill (top) is for turn-milling involving large surfaces or heavy interrupted cuts. The inserted end mill (middle) performs shoulder milling. The solid-body end mill (bottom) is for turn-milling in circumstances that would typically call for a solid-body tool, such as finishing and milling small slots. This last tool realizes its wiper effect through a design in which two of the four cutting edges reach deeper into the part.
"Turn-mill" can be an ambiguous term. Turning centers with rotary-tool capability are sometimes called turn-mill machines. But at the same time, there is a specific metalworking operation performed on these machines that rightly deserves to be called "turn-milling." This involves cutting with a rotating milling tool while the workpiece is also rotating.
There are many reasons why a shop might want to machine this way. Chip control is one. Dealing with interrupted cutting is another. At least one cutting tool supplier—Sandvik Coromant—now sees turn-milling employed so frequently that the company has developed cutting tools specifically for this operation. Sandvik product specialist Jim Grimes, who provided the information for this article, says that with sophisticated multitasking lathes coming into greater use, turn-milling can no longer be thought of as such an unusual way to cut. Today's users of turn-mill machines should be thinking about this style of cutting in many cases where they struggle with standard turning.



When To Turn-Mill
Here are some of the specific challenges that turn-milling can address:
- High metal removal. If a turned part requires a lot of material to be removed, turn-milling may be able to do this more efficiently.
- Interrupted cuts. Turning tools tend not to do well in interrupted cutting, but a milling tool can fare much better. A milling cut is already an interrupted cut by definition. In the region of the workpiece where the cut becomes interrupted, it may make sense to switch from turning to turn-milling.
- Stringing chips.The "bird's nest" produced by the stringing chip in some materials won't build up when the part is turn-milled instead of turned. One consequence of milling's inherently interrupted cut is that chips are cut into small pieces.
- Flexible shafts. When the turned part is long, slender and not braced in the middle, turn-milling may prevent it from deflecting. Compared to turning, milling can remove the material with less tool pressure.
- Tool life. In a hard-to-machine metal, a single turning insert might not be able to deliver enough tool life to last to the end of the cut. A milling tool can cut longer, because it has multiple inserts to divide the load. By enduring the complete cut, the milling tool can eliminate the risks involved with changing tools in mid-operation.
- Eccentric diameters or odd shapes. The radial (X-axis) motion of the milling cutter can be coordinated with the rotation of the workpiece to machine profiles other than perfect circles. Sandvik itself uses this technique to rough-machine the three-lobed, tapered shape of its "Capto" toolholders. The same principle—the milling cutter moving in and out while the workpiece turns—can also be used to generate off-center features without having to change the setup. The off-center pin on a crankshaft could be an example of this.
Turn-Milling Technique
Turn-milling is not particularly demanding of the machine tool, but at minimum the process does require Y-axis motion.
Workpiece rotation provides the C-axis motion that delivers the desired feed rate for the milling cutter. Instead of sfm, in other words, the rotation speed is chosen for a particular ipm. (That means the workpiece speed in turn-milling is much slower than what is typical of turning.)
Y-axis motion is needed because the milling cutter has to do most of its cutting off-center. The tool can't machine the part to size when it is on-center—when the tool centerline intersects with the axis of rotation of the part—because then the tool would be cutting on the center of its face and not on its edges. To ensure that the cutting edges cut properly, the tool centerline should be offset from the work's axis of rotation by 1/4 of the cutter diameter.
The problem with cutting this way occurs when the tool reaches a shoulder or the side of a groove. The off-center tool leaves a rounded corner behind.
To achieve a sharp corner, the cutter must take a second pass. The offset is eliminated, so the tool moves back to the on-center position in Y. This second pass performs no material removal except for what is necessary to clean the corner material away.
One fact of life in turn-milling is form error. Milling around the circumference of a round form inevitably leaves regularly spaced scallops in the surface. This error can't be eliminated altogether, but it can be controlled using wiper inserts. A wiper insert is an insert that follows along behind the cutting edge, extending just a little farther into the material to smooth out the freshly cut surface.
Mr. Grimes says his company's development of tools for turn-milling has focused on wiper design. The wiper makes the scallop error controllable, because formulas associated with a particular wiper let users adapt their turn-milling parameters to achieve whatever level of error is acceptable.
Force And Deflection
One wiper-equipped tool is a solid-body end mill that gets its wiper effect from having two of the four flutes reach deeper into the part. A secondary benefit of this tool design is that it redirects the cutting force in a beneficial way. In turn-milling, as the work rotates up to meet the tool, some of the cutting force pushes along the tool's axis. Having only two active flutes on the bottom reduces this axial component of force, so more of the cutting force is pushing in the tool's radial direction.
The fact that this change is beneficial points out how different turn-milling is from milling in general. In a more standard milling application, sending force along the tool's axis can be good. The work is well supported in this direction. But in turn-milling, where the work may be long, slender and supported only at the two ends, it is the tool's axial direction that presents the greater risk of harmful chatter. Making the best use of forces in this application calls for an altogether different design of the tool.












Related Content

Choosing The Right Grinding Wheel
Understanding grinding wheel fundamentals will help you choose the right wheel for the job.
Read More
Watchmaking: A Machinist’s View
Old-world craftsmanship combines with precision machining on a vertical machining center and Swiss-type lathe to produce some of the only U.S.-made mechanical wristwatch movements.
Read More
Understanding Swiss-Type Machining
Once seen as a specialty machine tool, the CNC Swiss-type is increasingly being used in shops that are full of more conventional CNC machines. For the newcomer to Swiss-type machining, here is what the learning curve is like.
Read More
How to Start a Swiss Machining Department From Scratch
When Shamrock Precision needed to cut production time of its bread-and-butter parts in half, it turned to a new type of machine tool and a new CAM system. Here’s how the company succeeded, despite the newness of it all.
Read MoreRead Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
