Domaille Engineering applies design for manufacturability (DFM) principles to both its own product line and the contract work it performs for others. For the latter, DFM enables it to provide customers with much more than accurately machined parts.
The collaboration between engineering and the shop is physically represented by the “glass hut,” the so-named conference room with a clear view of the shop floor. Program managers, engineers, machinists and CAM programmers meet thereto discuss possible design refinements to simplify manufacturing...
...A flat screen TV on one wall in the glass hut enables all to see how the CAD files are being manipulated on the computer.
To machine multiple pieces of this component in one setup…
…Domaille Engineering installs square stock to four faces of a Hass indexer. Once all the part profiles are machined, each is removed from the stock via a parting operation.
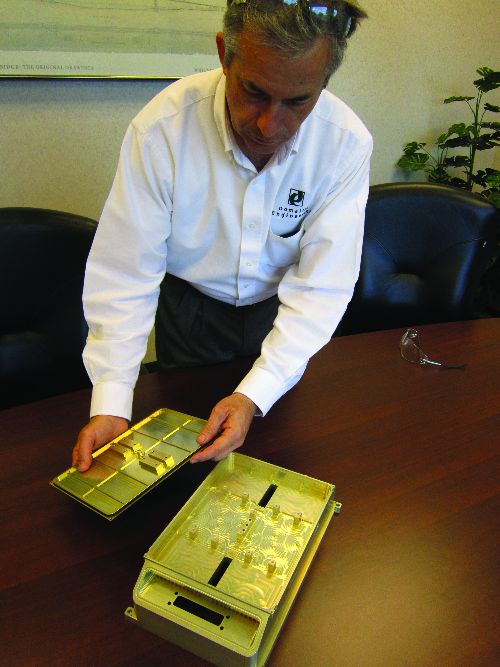
A DFM project for an electronics housing led Domaille Engineering to develop its “no-bolt” concept that enables housing covers to snap firmly into place without requiring fasteners…
Senior project manager Mike Zumbrunnen demonstrates how it works.
In a manufacturing cost-reduction measure for its own product, Domaille Engineering realized it could get two components from one piece of aluminum billet. Machining a large hole in one component leaves behind circular stock that can be used for a second component. Machinist Randy Kral shows those components here.
As the landscape of U.S. manufacturing continues to change, it creates challenges for some and opportunities for others. For instance, many OEMs have divested their operations of in-house manufacturing capacity and moved toward a “design and integration” model, relying on outside vendors to produce the parts and/or sub-assemblies needed to create their products. An unintended consequence of this strategy is that many of today’s OEM product designers (an increasing number of whom are fresh out of school) no longer have access to internal manufacturing engineers who can suggest ways that new designs can be modified to facilitate production. Similarly, manufacturing vendors oftentimes are not staffed to provide such helpful input or guidance because they are set up primarily to make parts from supplied prints. This can lead to overly complex products that are not only costly and time-consuming to manufacture, but are ultimately less competitive in the marketplace.
Some discrete-parts manufacturers have recognized this trend and are stepping up to offer design for manufacturability (DFM) insight to new-product developers. One example is Domaille Engineering, which not only performs precision machining and electro-mechanical assembly work for customers on a contract basis, but also provides DFM input for many customers. Simply put, it applies DFM principles to help refine customers’ new product designs and make manufacturing easier, an exercise that is mutually beneficial for both parties.
Domaille Engineering calls its DFM approach “Engineering to Manufacturing” (E2M), and goes after repeating, low-volume contract work from small operations as well as Fortune 500 companies. Although maintaining a healthy engineering staff to support its DFM initiatives has been essential to growing the contract machining portion of its business (in addition to expanding its line of globally distributed fiber-optic polishing products), so has fostering close collaboration and open communication between its engineers and shopfloor employees. Input from all manufacturing departments is solicited for every new project as the company considers how best to streamline production while optimizing new product designs. This group effort is physically represented by what the company calls the “glass hut” (shown on the cover shot above), a conference room with an unobstructed view of the shop floor where managers, engineers, machinists and CAM programmers meet to brainstorm design refinements.
But before such internal discussions can occur, the company first strives to get a clear understanding from the customer about the product’s purpose, how it’s assembled and how it functions. This provides the firm footing necessary to effectively apply DFM, which can lead to sensible changes in part materials, geometries, tolerances or manufacturing processes.
Of course, this can cause the quoting process to take longer than it would for a more conventional machine shop. Plus, the quoted price might be higher, albeit more realistic, than other suppliers that might low-ball a quote just to win the work. However, the payback for the customer can be significant after a design is refined. (In one case, a customer saved $55 million over the life of a product.) In turn, Domaille Engineering is able to better entrench itself in its customers’ supply chains by serving more as an extension of their operation than a vendor, which aligns with its mantra of helping customers become more successful businesses.
Engineering Shop Success
Nancy and Mike Domaille established Domaille Engineering in 1990 to serve solely as a contract machine shop. However, work in the telecommunications industry led the Rochester, Minnesota, company to develop a successful line of fiber-optic polishing products, spurring it to bolster its engineering staff to support this new segment of its business. Soon after, it realized it could leverage its engineering expertise to further expand its contract machining business by assisting customers in refining designs for more efficient manufacturing. Today, Domaille Engineering serves contract customers in defense, aerospace, medical, telecommunications and fluid-technology markets using a wealth of advanced machining equipment, including CNC turning centers, VMCs, Swiss-type lathes, jig grinders, surface grinders, and wire and ram EDM units. Of its 50 employees, 12 are engineers or CAM programmers and 34 work on the shop floor. There is little management overhead.
Along with a fresh focus on contract work came a sea change in the way the company assesses its customers’ true needs. Jim Frazer, Domaille Engineering’s president, and Don Hickerson, the company’s vice president of business development, championed this initiative. Their premise is simple:
Take the time to thoughtfully identify ways to help customers win new business or become more profitable.
This concept involves establishing close relationships with customers and asking the right questions to determine their products’ requirements. After that, Domaille Engineering’s project team can step away to determine how to improve the customer designs.
In some cases, designers may call for component tolerances that are overly precise. While an assembly might have variety of components, there might be only one or two interfaces that require very tight tolerances. However, some designers carry that level of precision throughout an entire assembly, even though it might be overkill. Having a clear understanding of how the assembly functions enables Domaille Engineering to suggest non-critical areas in which tolerances can be loosened to simplify machining and lower product cost.
Domaille Engineering also looks closely at how designers dimension components, because their dimension call-outs might not be the most clear or appropriate to use in a manufacturing setting. Sometimes the company can suggest simpler measurement methodologies that will maintain the customer’s desired quality control requirements. In some cases, the customer might submit pre-release models or drawings and ask Domaille Engineering to appropriately dimension components for manufacturing. The key in making this work is to begin working closely with a customer early in the product development cycle to offer changes before the design is finalized. Applying DFM in this way enables potential problems to be identified and revised in the design phase, during which changes are the least expensive.
Changes in part material can also facilitate production. The parts shown in the third and fourth photos above were originally designed to be produced from stainless steel. In an effort to reduce manufacturing costs, Domaille Engineering suggested machining the part from lower-cost aluminum, followed by a hard-coating process to deliver the requisite wear resistance. In turn, it also devised a simpler means to machine numerous parts in one setup. It uses square stock clamped onto on four faces of a Haas indexer installed on one of its Kitamura VMCs. Once the part profiles are machined in the square stock, a parting operation removes the components from the stock. Not only does this minimize the number of times the parts are handled, but it also enables the operator to tend additional machines and/or perform other
duties.
DFM Applied
The electronics housing that Mike Zumbrunnen, senior project manager, is shown holding below is a good example of a win-win project for the company and its customer. The customer first contacted Domaille Engineering to produce a housing as it was designed because it was having delivery issues with its existing vendor. While it simply could have run production on this part, Domaille Engineering’s team felt it could develop a more effective design, especially considering the excess weight of the housing, amount of requisite machining and times its components were “touched” during manufacturing.
The initial housing design used five pieces: top and bottom housing halves, a center section with cooling fins and two housing covers. After machining, the housing halves with center section were vacuum-brazed together. The vacuum brazing process caused distortion, requiring additional machining work to compensate for the deformation. Subsequently, the top and bottom covers were installed using 40 screws, adding to the device’s overall weight as well as assembly time.
Domaille Engineering’s solution was to create a one-piece housing that would deliver the same thermal-cooling performance, but eliminate the vacuum brazing operation. In order to reduce weight, it also developed a “no-bolt” housing cover that could install without using fasteners. The cover uses a compression gasket and snaps into place via special mating grooves machined into the cover and housing. Once snapped into place, the cover can be removed with a standard tool.
The benefits of the snap-in cover are twofold: Production for this customer’s particular application is enhanced, and the idea can be integrated into future customer projects as well as Domaille Engineering’s own fiber optic product line. The company often highlights such innovative solutions by hosting technology symposiums for customers to consider how those solutions might integrate into future product designs.
The example above is one of many the company highlighted during a recent visit. Domaille Engineering uses Solidworks for the CAD work that goes into these projects. The company appreciates the software’s affordability as well as compatibility with Pro-E, Catia and other high-end platforms its customers use. Its engineers also take advantage of the various add-ons that enable effective thermal analysis, fluid-flow analysis and finite-element analysis. Solidworks is also beneficial from a visual aspect. It has proven helpful during online WebEx conferences by showing various design changes the company suggests. It is also easy to record video animations of assemblies merging together or important design attributes, and share them with customers.
Advantages of Accurate Quoting
Domaille Engineering has sufficient design and manufacturing experience to know that even a simple-looking part might be more complex to manufacture than one might think. This expertise enables the company to generate quotes from conceptual models that sometimes end up within a few percentage points of the job’s actual cost in production.
Domaille Engineering’s customers appreciate this job-quoting accuracy because it keeps them on budget and eliminates surprises as designs are finalized and production begins. This is yet another benefit of DFM that goes a long way toward establishing lasting relationships with customers.
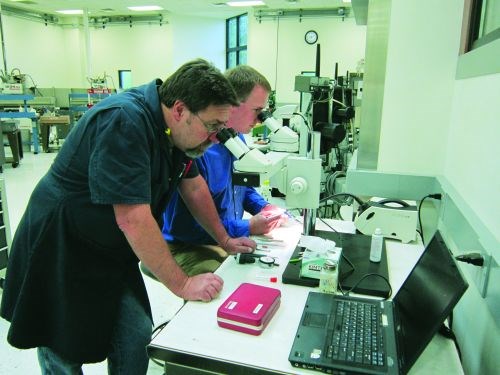
What’s Better Than Stereo? Dual Stereo.
It can be particularly challenging to teach someone how to deburr micro components using a single stereo microscope. The instructor needs to look into the microscope to perform the operations, but it’s virtually impossible for the trainee to see how the instructor approaches the part and removes the burr. Domaille Engineering has found that this dual stereo microscope enables micro-deburring trainees to catch all the deburring action as it’s happening. Although this device serves many inspection purposes, the company still refers to it as its “training microscope.”
A new process delivered through what looks like a standard machining center promises to streamline machining of injection mold cores and cavities and even answer the declining availability of toolmakers.
The transition into Swiss-type machining at Deking Screw Products required more than just a shift in production operations. It required a new mindset and a new way of running the family-owned business. Hardest of all, it required that one generation let go, and allow a new one to step in.
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.

.jpg;width=70;height=70;mode=crop;format=webp)