
Big EDM Seals The Deal
Submerged cutting of large workpieces such as honeycomb seals for jet engines calls for a larger capacity wire cut machine.




A technician inspects high-volume production tooling for EDM of small medical parts.

The shop can cut this curved honeycomb detail and other complicated geometries quickly and without burrs using its newly acquired EDM.
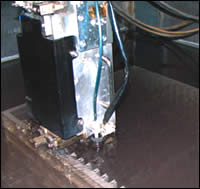
The submerged environment ensures that fluid is present between the wire and the workpiece.This is critical to applying enough power behind the wire to accelerate cutting.
Malcolm Schneer has always been “big” on EDM. Now big EDM, as in a machine capable of handling extremely large workpieces, is playing a major role at his shop, Swiss Wire EDM.
According to the Costa Mesa, California-based company, the catalyst for its recent acquisition of a wire machine capable of cutting parts as large as 3 feet by 4 feet by 2 feet tall fully submerged in dielectric was a job involving honeycomb seals for a jet engine. Already acutely aware of the benefits that fully submerged cutting affords, Swiss Wire EDM realized that the new machine’s 24-inch cutting envelope would enable it to precisely and efficiently cut the intricate seals. This expanded capacity also held promise for processing other tight-tolerance aerospace projects.



“There’s a noticeable difference in the ability to cut a large part both quickly and accurately between attempting to force enough flushing through the kerf on a non-submerged machine and having it submerged in the DI water,” Mr. Schneer explains. “There’s always some dielectric present at the point of erosion so the process becomes inherently more efficient and repeatable.”
How EDM Stacks Up
Walking into Swiss Wire EDM, one might notice a twinkle in the eyes of Mr. Schneer. Although the origin could very well be a spark emanating from a workpiece nearby, it’s more likely his unadulterated zest for electrical discharge machining. The England native first became enamored of the technology during the 1980’s when Mr. Schneer acquired the business from Franz Klarer, a Swiss toolmaker who had started up the company a few years prior. Starting with three tiny EDM machines, the shop has grown steadily to its present 19 machine capacity.
One distinguishing characteristic of Swiss Wire EDM is that it is clearly not a conventional CNC shop. Specializing in wire EDM, ram (sinker) EDM and small-hole EDM, the company produces complex prototype and production work for the aerospace, medical and commercial industries. Typical parts may have 30-degree angles and corner radii of less than 0.001 inch. Perhaps most notably, the shop has been able to differentiate itself by machining even large aerospace components. How large is large? The parts that the shop customarily processes can be as tall or even as thick as 48 inches, weigh as much as 4,500 pounds and have diameters as large as 60 inches.
Mr. Schneer has found that many of the exotic materials increasingly prevalent in aerospace applications such as titanium and molybdenum are more easily machined with EDM than with conventional machining techniques.
“EDM is wonderful for cutting out contours on 22-inch-thick mold blocks or 19-inch-thick turbine disks,” he explains. “We can run these jobs through a wire machine instead of milling away hundreds of cubic inches of material, which would otherwise generate mounds of chips.”
To hold the tight dimensional and positional tolerances—to ±0.0002 inch—required of both the miniature and colossal workpieces that grace the shop, Swiss Wire EDM has traditionally stretched the capabilities of its existing EDM equipment. Deeming a submerged cutting environment as the best method to cut extremely large parts accurately, the shop uses its two FX20 models from Mitsubishi EDM to hold dimensional and positional control when handling components as large as 14 inches by 19 inches, with 11 inches of submerged Z-axis height.
“Both of these machines have been modified to cut parts as tall as 48 inches,” Mr. Schneer comments. “Even with only the first 11 inches, the cutting results are amazing.”
In addition, the company retains its first Mitsubishi wire EDM—a 200G—along with various Agie and Charmilles models to handle the influx of challenging projects. Although the shop has found this equipment to be more than adequate for most jobs, it did not have a way to efficiently machine extremely large or extremely thick parts—some as thick as 24 inches—fully submerged in dielectric until recently when it expanded its EDM arsenal.
A Tall Order
In fact, Mr. Schneer, while always ready to expand operations, was not making any immediate plans until Rolls-Royce UK approached him to research the possibility of using EDM to trim large-diameter honeycomb seals. Snagging the actual contract hinged upon creating a controlled process and passing an onsite audit in which a Rolls-Royce representative monitored the shop for an entire week.
Honeycomb cell structures are frequently used as seals for rotary components in jet engines. In this case, the seals were to be used in Rolls-Royce’s Trent 1000 jet engine for a 787 Dreamliner aircraft. (The cell material of choice is often stainless steel or another high temperature metal alloy, sometimes titanium.)
The job involved cutting both the ID and OD for the round seal. The structures could contain absolutely no burrs, rips or inconsistencies. They also required a pure edge with extreme dimensional accuracy.
Having been a Mitsubishi EDM customer since 1986, Mr. Schneer was well acquainted with the manufacturer’s products. Taking into account the similarity of programming among the Mitsubishi machines and the material thickness range of the machine—it can cut pieces as thick as 26.5 inches—Mr. Schneer was confident that the shop would gain significant benefits by having one of the company’s FA30V machines on its floor.
Greg Langenhorst, technical marketing engineer at Mitsubishi EDM, explains how the machine’s submerged cutting envelope facilitates fast, precise cutting, particularly when handling intricate components such as honeycomb seals:
“Often aerospace parts are pre-machined pieces with complicated geometries,” he says. “There may be many nooks and crannies, varying widths, gaps and so on.”
“In a non-submerged machine, you only have two columns of fluid from upper and lower flush cups keeping the wire wet,” he continues. “Cutting ‘dry’ doesn’t allow the entire workpiece to get wet at once. Therefore, you have to slow down to keep some kind of water in between the wire and workpiece so it doesn’t break, as hot sparks can jump onto a dry surface and easily break the wire. In a submerged environment, however, you have more liquid to work with, meaning that you can use more power behind the wire and cut the workpiece faster.”
To distribute ample power throughout its machining range, the FA30V uses a V500 power supply. In addition, its programmable fluid control system is designed to enhance fast machining. Machine features such as these have allowed Swiss Wire EDM to meet the tolerance requirements of the honeycomb project without having to resort to extreme measures.
“One of the beauties of EDM is that you can cut honeycomb quickly and burr-free at the same time,” Mr. Schneer explains. “Whereas conventional shops might have to take exotic measures, such as freezing water in the honeycomb cells to bolster the structure during cutting, we need only use a wire or an electrode to cut them efficiently.”
For Lightweights, Too
Aside from its heavyweight projects, Swiss Wire EDM is equally engaged in producing near-microscopic components, each of which can weigh merely a few grams. Burgeoning applications in the medical sector have brought about production challenges in terms of accuracy and surface finish requirements, as well.
So exactly how does this West-Coast shop efficiently process parts at opposite ends of the size spectrum? Moreover, how does the company consistently uphold Mr. Schneer’s mandate for economic, accurate and efficient production while tackling these projects? Simply put, aside from having a high level of quality assurance and certifications, including ISO9001, AS9100B and NACAP, Swiss Wire EDM immerses itself in and continues to rely on the technology that has served it well for decades. As confirmation of this philosophy, the company is an approved vendor to not only Rolls-Royce, but also to GEAE, Boeing, Lockheed Martin and Northrop Grumman, to name a few. Aersopace represents one of Swiss Wire EDM’s many specialties. For instance, its Mitsubishi 90 HAs are employed to produce a cannula tube used to biopsy breast cancer. The shop processes 7,000 to 8,000 of these tubes per month for one customer alone.
“Regardless of how small or large a component is, wire EDM offers accuracy, favorable surface finishes and material economy,” Mr. Schneer concludes.











Read Next


The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More