CAM Shortcuts Simplify Lights-Out Burns
A CAM system with an intuitive user interface, adaptable postprocessors and time-saving shortcuts help this manufacturer maximize unattended EDM burn time.

Jay Crumb, CNC programmer at Astro, typically runs two EDM machines during his shift and prepares the other five machines for overnight, unattended burns. The EDM department includes five machines from GF AgieCharmilles, one from Makino and one from Fanuc.

These lock washers for nuclear reactors require especially tight tolerances, Mr. Crumb says. He notes that Esprit facilitates the production of as many as 100 of these parts in a single, six-hour, unattended cycle on one EDM machine.
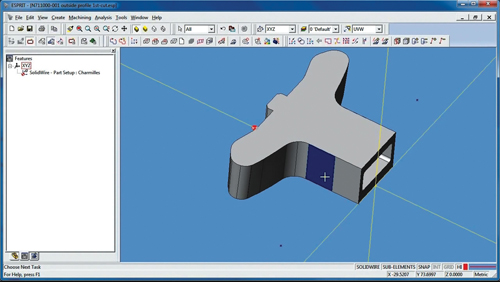
Esprit’s compatibility with virtually any CAD format enables programming directly from customer solid models, such as this jet engine mount, Mr. Crumb says.
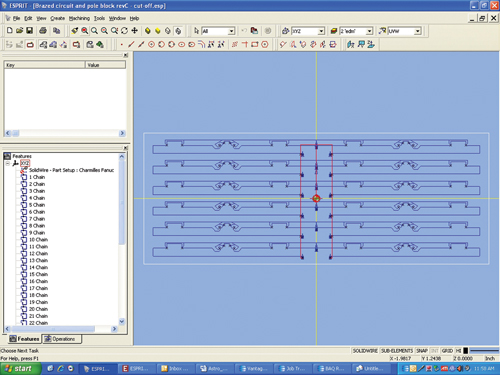
This screenshot depicts 12 small parts arrayed for machining in a single cycle. The red line is the cutoff pass, which will occur only after roughing and finishing. Mr. Crumb says the ability to rough and finish multiple parts in a single setup before cutting off saves hours of programming time.















Related Content

Sodick Adds Functions to Cut EDM Wire Consumption
Sodick puts a new spin on its ALN, ALP, ALC wire EDM line with new functions that reduce wire consumption by 25%.
Read More
GF Machining Solutions EDM Features Enhanced Control
The Cut F 600’s iWire function automatically identifies and adapts wire speed to changing erosion height conditions during the wire EDM process, eliminating wire breakage while reducing overall wire consumption.
Read More
Dielectric Oil Dramatically Reduces EDM Maintenance
Plagued by repeated small fires that interrupted its wire EDM throughput, this cutting tool manufacturer changed its dielectric oil and both eliminated fires and reduced its oil consumption.
Read More
Belmont's CNC EDM Sinker Supports Unattended Machining
Belmont's MX-140XW CNC EDM Sinker is said to maximize unattended job operations and improve machine ergonomics.
Read MoreRead Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More