
Carbide Worm Screw System Improves Rotary Table Life
Mounted in a horizontal or vertical plane, rotary tables can be used to add fourth and fifth axis capability to conventional three-axis CNC machining centers. This rotary table manufacturer has developed an actuation mechanism that, according to the company, significantly increases the useful life of its rotary tables.





This rotary table uses a cast carbide worm screw and ion nitrited worm wheel to give accurate performance over time. The hardened materials wear less, especially in heavy duty applications.
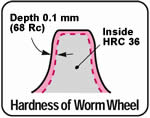
The worm gear is ion nitrited to a depth of 0.1 mm and an external surface hardness of 68 Rc. The nitriting process fills voids in the metallic matrix to create a smooth surface to reduce sliding friction.
This chart compares wear over time between a bardened rotary table actuation system and a conventional bronze alloy system.
The rotary table is a handy accessory for shops looking to improve throughput quality by expanding a machining center’s capability. Mounted in a horizontal or vertical plane, these tables can be used to add fourth and fifth axis capability to conventional three-axis CNC machining centers.
In application, rotary tables are generally used for positioning a workpiece, allowing access to geometric features that are outside the linear travels of X, Y and Z axes. When interfaced with the machine tool CNC, contouring is also a capability that a rotary table can bring to a shop.



Pulling the covers off most rotary tables exposes the actuation mechanism, which is generally a worm screw and worm wheel device. On CNC tables, the worm screw is driven by a servomotor, linked to the CNC motion control board, and operating as fourth and/or fifth axes. Fully programmable, these servodriven tables can position or contour a workpiece depending on the shop’s application.
In many rotary tables, the worm screw actuation system is made from bronze or a bronze alloy. The contact area for both the worm screw and wheel are made from this material. Lubricity and “seating” of the driver and driven elements are a prime reason for using this material. The worm screws are machined slightly asymmetrical to provide anti-backlash protection for reversals. This system works well in many applications.
Rotary table manufacturer Nikken Kosakusho Works Ltd. (Japan) has developed an actuation mechanism that, according to the company, significantly increases the useful life of its rotary tables. Its U.S. division Lyndex-Nikken, by the way, is a newly formed company combining toolholder and accessories supplier Lyndex with toolholder, rotary table and machine tool accessory manufacturer Nikken.
For applications that are higher volume production runs, Nikken has developed for its line of rotary tables a worm screw system that uses a carbide worm screw and an ion nitrited worm wheel for the actuation mechanism. Higher rotational speeds, less wear and high accuracy over longer time periods are the motivations for using these less conventional materials to drive the rotary tables.
The ion nitrite process used on the worm wheel is designed to give surface hardness to the contact areas and impregnate the metal with a lubricating deposition. The wheels are fired in an oven to 800°-1000° F. Nitrogen is introduced with an inert gas. The Nitrogen effectively fills the gaps in the metal matrix creating a smooth surface treatment that penetrates the metal to a depth of 0.1 mm. The hardness of the treated worm wheel is equivalent to 68 Rc.
The worm screw is cast carbide and uses a V-grade of carbide selected for its toughness, which means it’s a less brittle carbide grade. The screw is cast with built-in anti-backlash geometry. In addition to the lubricity inherent in the carbide and ion nitrite materials, a dynamic high pressure oil film is created by the rotation of the worm at high speeds. The table is capable of 130 rpm speed. In tests, harder materials in the actuation mechanism reduce wear over a longer time than conventional materials. (See link to graphic, above.)
Rotary table longevity is further enhanced by the design of the bearing and way system that supports the table and workpiece. The steel way, located on the extreme periphery of the worm wheel, is hardened to 58-60 Rc for wear resistance and high loading. A positioning accuracy of ±3 arc seconds is achieved with the rotary encoder attached to the servomotor. Scales are available for finer positioning feedback.
In production applications, eliminating variability from backlash and runout on a rotary table can save time and money for the manufacturer. These tables are built to deliver heavy duty, long term performance for shops with such applications.









Read Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
