
Chasco Turns On Success By Turning Out The Lights
Jeff Roth, president of Chasco Machine, knew he needed reliable equipment to successfully implement unattended operation. Bar feeders and a chip conveyor from LNS helped the shop make the most of its move to lights-out manufacturing.

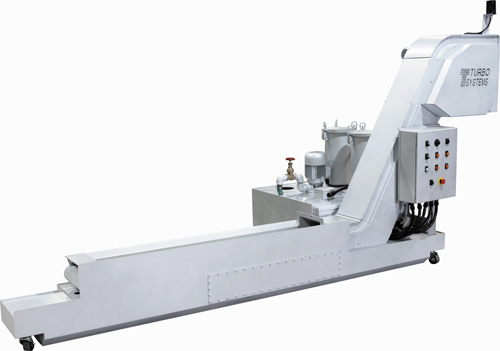
The MicroScraper 500 II is equipped with a lower scraper belt to remove any fine chips or particles that pass through the upper conveyor. According to manufacturer LNS, the conveyor is ideal for shops like Chasco that machine a variety of parts and materials.

LNS bar feeders have become a standard at Chasco, which uses them to feed its Tsugami and Eurotech turning centers.

A Fanuc robot tends one of Chasco’s Eurotech turning centers. Moving to lights-out operation has enabled the company to significantly reduce energy and labor costs, improving competitiveness and profitability.



Shops seeking to gain an edge in an increasingly competitive market often turn to unattended operation to reduce costs and improve efficiency. Revamping processes, however, can be more complicated than many realize. Without the right equipment, the much-touted benefits of automation can be difficult to attain, says Jeff Roth, founder and president of Chasco Machine & Manufacturing. And some products that seem worthwhile might not work out as well as initially thought.
Mr. Roth speaks from personal experience. The first barfeeders Chasco purchased to run machines unattended experienced crashes, mis-feeds and other problems that often ground operations to a halt. To remedy these issues, the shop replaced the feeders with models from LNS (Cincinnati, Ohio). In addition to the new bar feeders, an LNS chip conveyor ensured that this Port Richey, Florida-based manufacturer of mostly aerospace parts could make the most of its move to lights-out production.



Based on his experience working for a machine tool manufacturer and a couple of shops, Mr. Roth had already formulated his own vision of what a successful shop would look like when he founded Chasco in 2000. From the outset, he believed that applying automation technologies—and specifically, implementing lights-out operation to reduce labor costs—would be key to the company’s success in manufacturing parts for the aerospace industry and other challenging markets.
Mr. Roth also knew that quality control would be a major concern. Running unattended would require the shop to rely in large part on its CNC machines, cutting tools and loading and unloading equipment to hold tolerances as tight as ±0.00025 inch. Thus, central to Mr. Roth’s planning was a commitment to investing in reliable equipment. Standardizing on such equipment throughout the shop would also streamline operations.
"Early on, I decided to find the best equipment brands for the kind of work we do and use them consistently throughout the operation," he explains. "That way, we could eliminate downtime, and workers could move quickly and easily from one machine to another because all the controls and programming are the same."
Mr. Roth’s vision is paying off. Running unattended not only eliminates second- and third-shift labor, but also enables the company to run all weekend and during holidays while using only 3 to 4 labor hours each day to keep production moving. In addition to these benefits, machining during off-peak hours results in substantially lower energy costs. All of these savings contribute to significant cost reductions on production runs, keeping Chasco both competitive and profitable, Mr. Roth says. In fact, the shop’s success has recently enabled it to move to a new facility.
However, despite Mr. Roth’s emphasis on investing in the right equipment, not everything went smoothly in the shop’s transition to lights-out machining—particularly the aforementioned problems with the shop’s initial bar feeders. "Of course, some products just don’t work out, and you have to replace them as soon as you can," Mr. Roth says. "So we tried some LNS bar feeders and found that they eliminated all our problems. Now, we are standardizing on the LNS products, including the Express and Quick Load Servo (QLS) 65 models, to feed our Tsugami and Eurotech lines of Swiss-type lathes and turn-mill centers."
According to Brad Hasty of LNS, the QLS 65 virtually eliminates bar/turret crashes and loading failures, which were common problems with Chasco’s previous bar feeders. This is due in large part to LNS’ "Soft Touch" servomotor control technology, which provides electric motor control of both the table elevation and the pusher. Additionally, the QLS 65 features an automatic diameter-changing system to ensure precise positioning of barstock ranging from 1/4 to 25/8 inches in diameter and 14 to 51 inches in length. Simply entering a new measurement into the remote control electronically resets the diameter with no manual adjustments. To further facilitate unattended operation, the bar feeder is equipped with a 23-inch-wide magazine tray to hold barstock. Also, by preloading a bar while the previous part is still being machined, the QLS 65 is capable of bar reload times as fast as 15 seconds.
LNS also helped Chasco improve chip management—a critical issue when moving to lights-out operation, Mr. Roth says. Poor chip management can result in clogged machines, which can slow production and even waste material. LNS’ MicroScraper chip conveyor has eliminated this problem for the shop’s Swiss-type machines, Mr. Roth says. In fact, now that the shop has moved into its new facility, it plans to invest further in a coolant system incorporating LNS tramp-oil removal products to realize additional savings on coolant costs.
Chip control is especially important for companies such as Chasco that machine a variety of parts and materials, says Bruce Kiwala of LNS. While a common hinge-belt conveyor might work well for simple applications, Chasco produces a mixture of fine and stringy chips that are prone to clogging machines. Even some filtering conveyors have trouble processing these stringy chips, Mr. Kiwala says. To address this issue, LNS installed its MicroScraper 500 II, which features an upper hinge belt to remove chunky, stringy, bushy and large chips, including mixed materials. The MicroScraper is also equipped with a lower scraper belt that re-moves any fine chips or particles that pass through the upper conveyor. Coolant is then forced through self-cleaning filter boxes that separate particles as fine as 500 microns before returning the coolant to the tank.
By investing in the right equipment, Chasco has successfully implemented unattended operation and realized significant cost savings and productivity improvements as a result. "Last year, we did more than $4 million in sales with 16 employees," Mr. Roth says. "In our new facility, we expect to ramp that up to $9 or $10 million with about 30 people."
















Related Content

Simple Workholding for Robotic Automation
Robotic automation relies on reliable workholding, and these modular pneumatic jaws make it simple.
Read More
Machining Vektek Hydraulic Swing Clamp Bodies Using Royal Products Collet Fixtures
A study in repeatable and flexible workholding by one OEM for another.
Read More
IMTS Takeaways From the Modern Machine Shop Editorial Team
The first in-person IMTS in four years left the MMS editorial staff with a lot to digest. Here are a few of our takeaways from the show floor.
Read More
Fixturing Castings Made Simple Through Adhesive Workholding
When a casting proved too malleable for traditional gripping, Thomas/Euclid Industries adopted — and succeeded with — Blue Photon adhesive workholding.
Read MoreRead Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More