
Closed-Loop Gear Production
A familiar concept is now gaining serious traction, enabling manufacturers to develop closed-loop cells that automatically match the finished product to design concept goals.
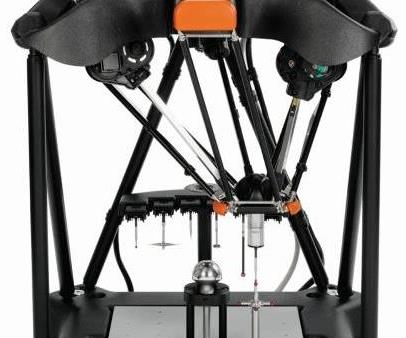
Renishaw’s Equator gaging system scans gears following machining on the Mazak Integrex i-100ST. The scan data is then fed back into Dontyne’s Gear Pro software for adjustments, closing the loop on this system.

The centerpiece of a single-setup gear production system, Mazak’s Integrex i-100ST milling and turning center provides features conducive to specialty gear cutting.



Consider the many aspects of gear production—hobbing, form cutting, critical surface finishing, skiving and scudding, all likely involving specialty tooling running on specialty machines. No wonder even seasoned milling and metalworking professionals view gear cutting as some mysterious island with its own secret ways and language.
However, advances in metalworking hardware, software and inspection are casting new light on gear production, specifically with the development of closed-loop cells that can adjust and produce high-precision products with limited operator input.



Fast Track Production
“Gears are subtle,” says Mike Finn, national applications engineering manager at Mazak, which is based in Florence, Kentucky. From contouring errors to tool deflection to bending moment resistance, there are many opportunities in production to lose accuracy or increase processing time and effort. Together with gear design software developer Dontyne Systems (Newcastle upon Tyne, United Kingdom) and metrology technology provider Renishaw Inc. (with U.S. operations located in Hoffmann Estates, Illinois), Mazak is offering a closed-loop gear production system centered on its Integrex i-100ST multi-axis milling and turning center.
With the “S” designation standing for a second turning spindle and the “T” meaning the machine has a lower turret for milling on either one, the machine tool is an appropriate centerpiece for single-setup gear machining. With all the advantages of modern machine tool construction, such a milling and turning center has the rigidity, heat displacement, vibration control and multi-axis travel that specialty gear cutting requires. Furthermore, where high-volume contracts are required to justify investment in specialty machines and tooling, a multitasking machining center can cut gear sets efficiently at low volumes and speed time to market.
At a recent Mazak open house, Mike Fish, co-director at Dontyne Systems, described how his company’s Gear Design Pro software, part of its Gear Production Suite, integrates with the Integrex. According to Mr. Fish, the biggest selling aspects of his firm’s software are ease of use and closer integration of gear design with manufacturing.
“With access to points during manufacture not only for machine tools, but also inspection equipment, our software can not only design, but optimize and problem-solve,” he said. “Many companies state the Gear Production Suite also works very well alongside larger gearbox design packages already in-house, creating a fast track option for certain projects or tasks requiring fast turnaround.”
With the expected modules for designing and analyzing helical, spur and bevel gears, the Dontyne software is a deep dive into making gears unique to their function, not to their production capability. In bevel gears, for instance, starting with a generic bevel means the geometry is not specific to a machine process, but is the true theoretical gear form, with full-line conjugation between components without any virtual back plane approximations. Spiral types can be defined as straight, logarithmic (equal angle), circular or involute. Typical modifications such as profile crowning, face crowning and slope can be applied to modify the load-bearing pattern shape and position to job requirements.
Analysis options abound, such as gear tooth deformation under load, bearing load patterns and a GATES model, which stands for Gear and Transmission Error and Stress. Graphs and reporting screens show where surface modifications can be applied to minimize transmission errors under load, reducing noise and vibration. Reduced stresses means more power.
Design Optimizes Production
Once all the analysis is done and minimum/maximum tolerances on the chosen design are established, all this data is fed to the machine tool for optimizing machine conditions and appropriate tool selection. Screens show live results as machining occurs, using existing machine settings and tool conditions. For example, as tooth thickness is reduced by sharpening along the X axis, a blue line shows how much diameter reduction is left to maintain force balances. Users can click on the diagram at any time to create optimum profiles.
If multitasking machining is the centerpiece, and specialized gear design and analysis software is the heart, the inline Equator gaging system from Renishaw closes the loop. Following machining, a gear is transferred into the CMM, where a scanning probe quickly gages the part. Data is fed automatically back into the Gear Pro software for reposting to the machine tool to update tool offsets and make other adjustments. Pitches, profiles, flanks and other features are compared to standards or master part data. If tolerances are maintained, the process continues; if not, adjustments are made. Furthermore, averages can be created from multiple measurements and saved for generating more precise masters for future programs.
The traditional gear cutting process can be summarized as “Cut it, leave a little material, check it, pre-finish, check it, finish and check it again.” Closed-loop gear machining can take such an intensive approach and not only reduce it from days to hours, but also make it traceable, repeatable and as close to error-free as possible. This can bring a dark art into the light for more shops.











Related Content

Understanding Errors In Hand-Held Measuring Instruments
Different instruments (and different operators) are prone to different errors.
Read More
Parts and Programs: Setup for Success
Tips for program and work setups that can simplify adjustments and troubleshooting.
Read More
What Should Machinists Know About In-Machine Probing?
In-machine probing doesn’t reach the power of CMMs but can still be useful for pre- and mid-process control, as well as for “rough screening” of parts.
Read More
How to Choose the Correct Measuring Tool for Any Application
There are many options to choose from when deciding on a dimensional measurement tool. Consider these application-based factors when selecting a measurement solution.
Read MoreRead Next

Closing the Loop
Gathering information is worth it only if it’s put to practical use. Applying measurement data to streamline spiral bevel gear making clarifies the true value of the closed-loop process.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
