
CNC Grinder Shortens Lead Time for Specialty Tooling
Switching from manual grinding applications to CNC grinding applications with a Studer favoritCNC grinder from United Grinding helped ETW Inc. reduce lead times for custom HSK tooling.


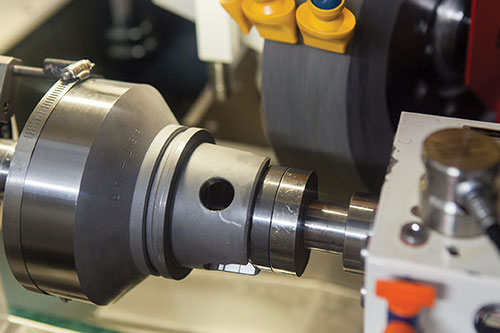
Scott Kading, lead machinist for the grinding department, sets up the Studer favoritCNC machine for grinding one of the shop’s special tool projects.
The grinder significantly shortens the shop’s lead times when handling special tool projects for leading metalworking suppliers.

ETW manufactured this rack of HSK-A63 holders in-house for use in its milling department.

Scott Kading inspects a part coming off the Studer favoritCNC universal cylindrical grinding machine.

ETW President Tom Phillips (left) and ETW Engineering/Quality Manager Justin Lehman stand in front of the Studer favoritCNC machine ETW purchased in 2013 to advance its grinding operations.



By nature, specialty tooling requires a certain amount of lead time to design and manufacture. “People aren’t ordering tooling a year or even months in advance for a project,” says Justin Lehman, engineering/quality manager at ETW Inc. “They are basically getting ready to run some parts in the next couple months. Everybody wants their tools yesterday. Lead times make a difference.”
For ETW, a provider of specialty tooling and contract machining in Waukesha, Wisconsin, that lead time was prolonged by its use of a manual grinding machine. By installing a Studer favoritCNC grinder from United Grinding North America Inc. (Miamisburg, Ohio), ETW was able to speed up the production process and shorten lead times while maintaining quality.



Formerly known as Enco Tool Works, ETW was founded in 1945 as a toolmaking shop in a small garage. Today, about two-thirds of the shop’s work involves manufacturing special tooling, with the rest contract machining. For the past seven years, the company has been machining custom HSK toolholders of all sizes, but HSK 63, 80 and 100 holders are the most popular, measuring about 2, 3.25 and 4 inches in diameter, respectively. The holders vary in length from about 2 to 4 inches to as long as 12 to 18 inches.
To produce varying toolholder lengths and also to enhance their performance, the shop makes the holders from raw steel stock. According to Mr. Lehman, many special HSK toolholder makers buy the blanks with the critical HSK tapered connection already completed and then machine the custom features in the other end. The connector end of the pre-machined blank is hardened, but the other end is not, making it susceptible to greater wear in use, he says.
For ETW’s HSK holders, the company uses H13 steel that is vacuum hardened between 47 and 49 HRc to provide good core hardness throughout the holder. “We are able to through-harden the whole thing because we have the ability to grind the connection,” Mr. Lehman says. “We get a stronger, stiffer tool, something that is going to last longer.”
Machining the holders from raw stock requires five-axis machining, heat treating and grinding to final dimension. In the machine tool spindle, the HSK shank is engineered to flex just enough to create a zero-backlash, essentially solid connection. “After heat treatment, the shank is very good about springing back to where it was, regaining its shape after forces are not being exerted on it. That provides the customer with excellent repeatability,” he says.
While ETW was previously able to create high-quality toolholders, it took time. The manual grinder ETW used to produce HSK toolholders was accurate but slow, and achieving the required level of precision took much care. With the tight tolerances necessitated by HSK tooling, even temperature variations made a difference.
“We only have a 2-µm tolerance on HSK,” Mr. Lehman says. “When we were grinding the OD on the manual machine, we could get anywhere from 5- to 10-µm differences in dimensions caused by temperature change when we brought the holder into inspection and let it settle.”
In an effort to enhance the quality, consistency and speed of its high-precision grinding applications, particularly the tapered shapes of tool shanks, ETW took delivery of a Studer favoritCNC universal cylindrical grinder from machine tool distributor Merwin Stoltz Co., a provider of United Grinding brands.
Machine installation took a week in total, but the grinder was up and running almost immediately. One employee did attend a week-long class offered by United Grinding to learn the machine’s control and how to program it. However, Mr. Lehman says that with the help of the installer, ETW was able to complete its first part during installation. After that, he says it was easy to make the other toolholders because they are so similar.
The grinder is designed for both individual and batch production of medium-sized workpieces weighing as much as 175 pounds. It features 26 inches between centers and a center height of 7 inches. Drive power of 9 kW (12 hp) and maximum cutting speed of 50 meters per second (160 feet per second) help speed the grinding operation. The new machine can grind the HSK toolholders in half the time as the manual grinders, Mr. Lehman says. While the manual grinders were able to get the toolholders within tolerance, there is a night and day difference in the finish, which is now 16 HRA, he says. Also, the Studer grinds the HSK connection complete and the taper and face can be completed in the same plunge.
The machine’s Granitan S103 mineral casting bed damps vibration and helps equalize temporary temperature fluctuations. To further eliminate the effects of temperature changes, ETW located the new grinder in a temperature-controlled quality inspection room. This ensures measurement consistency with the hard gaging the shop uses to check shank dimensions.
ETW uses StuderPictogramming software located on the control to program the grinder. Each size of HSK basically has its own program, Mr. Lehman says, and since they all use the same wheel, they all use the same dressing program. This improves the accuracy and repeatability.
In a recent example, the Studer was used to produce more than 460 parts over the course of two months for a large project. ETW ground 20 parts at a time on the machine. According to Mr. Lehman, there was no difference between the 20th part and the 460th part. “The Studer machine helped us keep up with that delivery,” he says.
These features combine to provide the key benefit of the machine, which is significantly shorter lead times. “Right now our lead time on special tooling is between two and four weeks, and our competition is eight to 12 weeks,” Mr. Lehman says. “With the new grinder, we’ve really nailed down our process in the last year. We’ve always been able to make the holders, but now we are able to do it more productively.”
In fact, when ETW President Tom Phillips and his management team were planning more than $2 million in capital investments, they used a projected 300-percent improvement in cycle time as justification for buying the Studer grinder. However, after a year in production, Mr. Phillips says that actual reductions in cycle times were approximately 400 percent.
In the next four years, Mr. Phillips says he is projecting about 60-percent growth. Because the new grinder is so much quicker than the manual grinders and there is not as much rework needed, Mr. Phillips says ETW can handle the growth with the one Studer.

















Related Content

How to Start a Swiss Machining Department From Scratch
When Shamrock Precision needed to cut production time of its bread-and-butter parts in half, it turned to a new type of machine tool and a new CAM system. Here’s how the company succeeded, despite the newness of it all.
Read More
Grinding Wheel Safety: Respect The Maximum Speed
One potential source of serious injury in grinding comes from an oversight that is easy to make: operating the wheel in an over-speed condition.
Read More
Choosing The Right Grinding Wheel
Understanding grinding wheel fundamentals will help you choose the right wheel for the job.
Read More
Threading On A Lathe
The right choices in tooling and technique can optimize the thread turning process.
Read MoreRead Next


3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More