
CNC Turning Technology Protects Craftsmanship
The consistency and efficiency provided by SNK's Prodigy GT-27 Gang-Tool Lathe enabled this manufacturer of custom, high-end flutes to concentrate more on craftsmanship and less on trivial tasks.


To support the artistic work of top musicians, instruments made by Nagahara Flutes are hand-made works of art.

Precise CNC machining of Components for the Galway Crown contributes to the functional improvements this design brings to a flute’s performance.
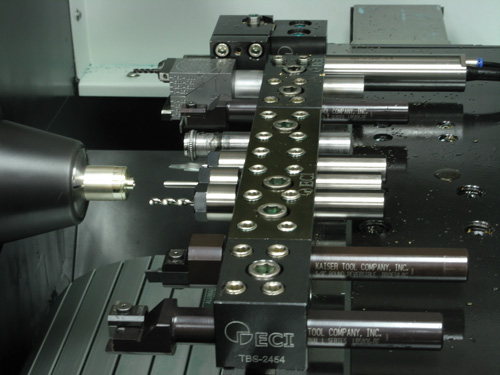
The Prodigy GT-27 lathe features gang-style tooling, which enables a variety of operations to be performed in a single setup.



The greatest flute players in the world strive for a uniquely personal sound to the way they play their instruments and interpret each piece of music. For this reason, these professionals often choose hand-made instruments that enhance these artistic efforts. Nagahara Flutes is a company that caters to the needs of top-ranking flute players. Its customers include Sir James Galway, Ian Anderson (singer and flute player of Jethro Tull fame) and many leading performers in orchestras worldwide. The individually crafted instruments are produced in silver, gold or platinum.
Although Nagahara Flutes relies on the skills of a small band of highly experienced craftsmen to hand finish each component and assemble a superbly engineered yet customized instrument, it still has a place for CNC turning technology. The consistency and efficiency of CNC turning enhances, rather than diminishes, the element of craftsmanship that sets these instruments apart. The machine that fulfills this role is a Prodigy GT-27 gang-tool lathe from SNK America (Elk Grove Village, Illinois). Acquired about a year ago, this CNC lathe provides the flexibility to handle small part runs efficiently while attaining consistently high accuracy on complex, delicate flute components, says David Scarbro, operations manager. CNC production also allows the Nagahara craftsmen to concentrate more on the handwork that underlies its reputation as a premier flute maker.



The company was founded in the Boston area by Kanichi Nagahara in 1991. A talented craftsman with flute-making experience in both Japan and the United States, Mr. Nagahara wished to take the hand manufacturing of flutes to a new level. He completed his first flute in 1992 and soon began winning orders from top professional players. In April 1999, Nagahara Flutes moved to a modern, 3,000-square-foot facility in Chelmsford, a suburb northwest of Boston.
Although each flute is hand-made, Nagahara’s nine craftsmen have always relied on special equipment and manual machine tools to produce many individual components. However, using manual machines often introduced inconsistencies. For example, parts produced on one toolroom turret lathe varied in size and surface finish depending on the operator’s control of the handwheels and levers. Thus, extra hand work was required for finishing and fitting during assembly. Setting up the lathe was also slow and cumbersome.
The GT-27 lathe introduced the inherent consistency and high accuracy of CNC to the machining of turned parts, which are usually produced in batches of 20 to 200 pieces. The CNC lathe also helped the company realize innovations in part design that directly benefit the musical qualities of the instrument. The best example of this is the Galway Crown—an assembly that closes off the end of the flute at the head joint (the part of the flute on which the lip plate, or "mouthpiece" is located). This assembly seals off the flow of air when the instrument is played so that different notes can be created as the performer’s fingering of the keys changes the length of the vibrating column of air within the body of the flute. The new design is named after Sir James Galway, a customer of Nagahara Flutes and perhaps the best-known classical flutist in the world, who co-designed the innovative crown with Mr. Nagahara.
Traditional head joint crowns have a tendency to loosen and rattle. They require frequent attention. However, if the crown is over-tightened, the cork assembly attached to it inside the head joint could move and have an undesirable effect on the overall pitch of the flute. The weight of the crown assembly also influences the balance of the instrument in the player’s hands, subtly changing its feel. More importantly, the weight of the crown can affect the sound of the instrument.
The Galway Crown offers significant advantages over the traditional style. The crown’s design prevents it from loosening, preserves the tonal qualities of the instrument and stabilizes its balance in the hands. More importantly, the additional weight of the new crown improves the instrument’s sound to a noticeable degree for many players. The Galway Crown and cork assembly consists of four parts: the stopper, the stopper shaft, locking ring and decorative top button. All are produced on the GT-27 lathe to tolerances of ±0.001 inch.
According to Mr. Scarbro, the lathe easily holds the dimensional tolerances on these parts. The gang-style tooling allows all of the machining operations to be completed in two setups. Operations include facing, ID and OD thread cutting, knurling and contouring of the top button. "Machining with CNC assures us that the functional and aesthetic considerations of this design are achieved. It helps us create a better flute," Mr. Scarbro says.
Other precision parts produced on the lathe include rollers for certain keys and the threaded steel rods that hold them in place. These slightly barrel-shaped rollers allow the player’s fingers to move rapidly from key to key. Each roller is about 1/2 inch long and 3/16 inch at its widest diameter. The rollers’ through holes must be straight to within ±0.0002 inch so the rollers have no discernible looseness. "We use a stepped drill on the CNC lathe to produce the through holes," Mr. Scarbro explains. Keeping the through holes precisely on center prevents binding and "free play" that would negatively impact the feel of the instrument.
The GT-27 lathe has a small footprint that fits well into the studio atmosphere of the Nagahara facility. It has a polymer composite base that resists vibration and promotes fine surface finishes and extended tool life. According to the builder, the lathe’s C-axis spindle and live tooling allow it to be used for a variety of side drilling and milling operations. It has a Fanuc control and brushless digital servo drives. Spindle speeds can be as high as 6,000 rpm, and the lathe accommodates barstock as large as 1 1/16 inch in diameter.












Related Content

Understanding Swiss-Type Machining
Once seen as a specialty machine tool, the CNC Swiss-type is increasingly being used in shops that are full of more conventional CNC machines. For the newcomer to Swiss-type machining, here is what the learning curve is like.
Read More
Building an Automation Solution From the Ground Up
IMTS 2022 provides visitors the opportunity to meet with product experts to design automation solutions from scratch.
Read More
IMTS 2022 Review: Attention to Automation Extends Beyond the Robot and the Machine
The advance toward increasingly automated machining can be seen in the ways tooling, workholding, gaging and integration all support unattended production. This is the area of innovation I found most compelling at the recent International Manufacturing Technology Show.
Read More
Controlling Extreme Cutting Conditions in Large-Part Machining
Newly patented technologies for controlling chatter and vibration during milling, turning and boring operations promise to drastically reduce production time and increase machining performance.
Read MoreRead Next


3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More