
Evolving The Surface Grinder
A creep feed/surface grinder proves a winning combination for airfoil machining cells.




Machinist Dave Beman removes the turbine blade from a Dominator machine in Blade Machine Cell No. 4 at Howmet Castings' Corporate Machining facility. The machine's compact design and easy accessibility were major considerations in its selection.

A gang of four grinding wheels used to grind the small blades is shown just above the Dominator's table-mounted diamond dressing rolls.

Howmet's Rich Dell'Agnese displays a vane segment produced on one of the plant's six vane cells.

This Dominator machine in Blade Machining Cell No. 11 creep feed grinds four small blades at a time. Other components of the U-shaped cell are visible in the background.
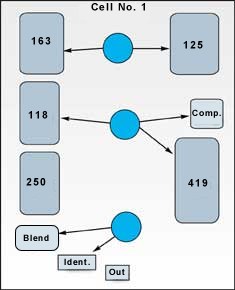
A diagram of Cell No. 11 shows how the workstations are divided among the cell's three operators.
Howmet Castings, a business unit of Alcoa Inc., is the world's largest producer of precision castings, primarily for jet aircraft and industrial gas turbine engines. It's Corporate Machining facility (Winsted, Connecticut), which specializes in precision machining of those castings, is embarked on a program expected to nearly double annual sales by 2003. To get the additional machining capacity needed to boost output, the firm is improving the efficiency of its existing plant. That includes selectively replacing aging grinders with new, more efficient and more versatile machines. Two new grinders, already installed in two of the facility's machining cells, provide interesting insights into the features and capabilities that Howmet-and other firms similarly committed to cellular manufacturing-are looking for in today's grinders.
The Winsted facility machines turbine engine blades, vanes and related components from near-net-shape investment castings, most of which are produced by Howmet at other plants. Parts range from small blades a few inches long and weighing less than 1 pound to vane segments 2 feet long, weighing about 20 pounds and incorporating several airfoils. The parts are made of Inconel and other nickel-based exotic alloys that chew up conventional cutting tools, thus they are processed almost exclusively on grinding machines.



Jobs typically involve parts for new engine build programs or spare part programs. Runs typically involve hundreds of pieces-an engine set usually requires about 100 blades and a smaller number of vanes-but can be as large as 1,500 pieces. For new engine build programs, the plant works in close support of the customer's requirements. If the customer is building three engines per month, the plant supplies three sets of airfoils per month.
Since an engine set involves numbers of identical parts, you would expect to see parts processed in batches. However, the plant employs a "single-piece flow" processing method that consists of producing the blades and vanes one at a time in one of the plant's many dedicated machining cells.
"We design a cell around a single part or family of parts, arranging the equipment needed to process the blade or vane in sequential order," explains Gary Koeppel, engineering manager for the plant. "The production rate of the cell is based on customer requirements: If the customer needs 100 pieces per shift, we'll design the cell to produce 100 pieces per shift. If the cell must produce a complete part, say, every 4 minutes, we'll bring together the kind and number of machines required to achieve that 4-minute pace.
"We also calculate the number of operators required to run the machines in the cell," Mr. Koeppel continues. "Each operator is responsible for one or more machines and performs related tasks such as inspecting machined parts and moving parts through the cell. Balancing the cell is critical. The machining operations, the number of operators and their activities are all analyzed to reveal and resolve imbalances that might disrupt production. We focus on utilization of the whole cell, not on utilization of individual machines."
The Howmet plant has 14 machining cells, eight for blades and six for vanes. Workpieces enter the cells as near-net-shape investment castings and emerge as completely machined turbine blades ready for heat treating. Machine tools in the blade cells consist mostly of surface grinders, used primarily to grind the root end of the blade, and creep feed grinders, used primarily to grind the shroud end of the blade. (Radial grinders may also be used to grind blade tips and other curved features.) The airfoil surfaces of the blade are not machined; they are used pretty much as cast. Each cell is as self-contained as possible: In addition to the grinders, it includes all necessary secondary equipment, such as inspection equipment, a deburring station and a permanent marking station.
The cells are U-shaped, and their openings front on a main aisle. "A long, U-shaped cell makes more efficient use of floor space than one that is more nearly square," Mr. Koeppel explains. "It enables the part to be easily moved from one machine to the next, and at the same time it enables an operator working at one machine to turn around and tend another machine across from him. In a four-machine cell, one operator can tend machines 1 and 4 and another operator can tend machines 2 and 3. The cell arrangement minimizes the distance the operator must walk to get from one workstation to another; it saves not only time but also energy."
Cellular manufacturing is a relatively new development at the Howmet facility, started as recently as the early '90s. According to Mr. Koeppel, the plant's model self-contained cell-including ancillary processes such as part inspection, chemical etching, fluorescent penetrant inspection, shot peening and so forth-was developed for a single, high-volume part. "The project succeeded, and we exceeded all of our performance targets for the cell," he continues. "However, the four grinding machines within the cell were some of the oldest machines in the plant. As long as the cell was used to run the part it was designed for, it performed fabulously. However, volume requirements for the part declined, and other jobs were added to the cell to take advantage of its productivity.
"The introduction of more jobs to the cell necessitated setup changes, and the older machines did not support the changeovers very well," Mr. Koeppel continues. "For example, as soon as the setup person would loosen a lock screw on a gib to make an adjustment, everything would begin to unravel.
"We not only had to be able to change over the cell to run different jobs, but we also had to be able to do it quickly," Mr. Koeppel emphasizes. "We needed a new machine that would satisfy our changeover requirements and be compatible with our cellular manufacturing system.
"We prepared a list of features that the new machine needed for a best fit with our cellular manufacturing environment," Mr. Koeppel continues. "We compared the features of several grinders from leading manufacturers and found that the Dominator Model 634 combination creep feed grinder and surface grinder from Jones & Shipman Inc. (Meriden, Connecticut) came closest to satisfying our wish list." (See below.)
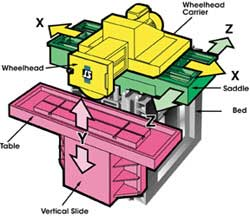
"The decision was not based so much on the traditional performance specifications of the machines; they all met the requirements for accuracy, speed, spindle horsepower, control sophistication and so forth," adds Rich Dell'Agnese, CNC manufacturing program engineer. "On the other hand, we were very interested in the footprints of the machines. The smaller the machine, the easier it is to fit in a cell. On conventional reciprocating grinders, the table traverses from side to side. If the machine has a 60-inch table, you need a 120-inch width to accommodate the travel of the table. With the Dominator, however, the table travels up and down instead of side to side, and the wheelhead carrier moves the wheel the length of the table so that the machine requires no more space than the width of its cabinet.
"We were also concerned about the shape of the footprint," Mr. Dell'Agnese continues. "We wanted a machine with a narrow fa‡ade instead of a wide one, again to simplify placement in the cell. The bed of the Dominator is essentially a cube, which helps satisfy that requirement. The closer we can arrange the machines, the easier it becomes for the operator to move the part from one machine to the other.
"The Winsted facility is basically a job shop, and as our job mix changes we reconfigure our cells," Mr. Dell'Agnese continues. "We move our machines frequently. Portability is therefore important to us. Some of our older surface grinders are so large that we must configure the cells around them; because of the Dominator's compact size, we can move it where we need it fairly easily.
"For the same reason, we want our new machines to be self-contained," he adds. "We don't want any accessories that must be unwired and rewired, unplumbed and replumbed. Having everything mounted right on the machine, as it is on the Dominator, makes moving the machine that much easier."
"Ergonomics is another important consideration," adds Mr. Dell'Agnese. "On most surface grinders, the height of the worktable is fixed, and the wheelhead moves up and down on the machine column. On the Dominator, the table moves up and down to provide the Y-axis movement. That enables us to position the table at the most convenient (and comfortable) working height for the operator.
"The axis configuration of the Dominator is such that the work envelope is right in front of the operator, so there's no reaching involved," Mr. Dell'Agnese adds. (See photo) "Part loading is very comfortable.
"The Dominator incorporates some important features that weren't included on our wish list," he notes. "Its design is more rigid than the conventional moving-wheelhead machine configuration, making for improved accuracy. The design also does a good job of separating the grinding enclosure from the machine slides and ballscrews, so from a maintenance standpoint the machine should last longer than conventionally designed machines."
A Utility Grinder
Probably the most important feature of the Dominator is its ability to perform both creep feed grinding and conventional reciprocating grinding. "We have had machines that could do both operations for years," Mr. Dell'Agnese points out. "However, results were less than spectacular. For example, grinders with hydraulically driven tables could not deliver the positive drive that you get with a ballscrew, and older-technology ballscrews and controls could not efficiently support reciprocating grinding. Jones & Shipman approached the design of the Dominator with the intent of building a machine that can operate in both modes without compromising performance in either mode.
"We have two Dominator Model 634 grinders, both in blade cells, and we use them for creep feed grinding and surface grinding," Mr. Dell'Agnese affirms. "The mode that we use depends on the job. For one blade, we'll use the Dominator in the creep feed mode; for another, we'll use it as a surface grinder. And within a job there are times when we'll run a combined cycle; that is, we'll take a couple of creep feed passes and then shift over to surface grinding mode to spark out."
The plant's first Dominator is used in (blade) Cell No. 4. in the reciprocating mode to grind one feature (the root end) on one blade and another feature (the root bottom) on a second blade in the same cycle. To accomplish the task, the Dominator is equipped with two grinding wheels and a two-station fixture. After a blade is fixtured in the first station and ground, it is removed and placed in the second station (See photo) At the same time, a fresh blade is loaded in the first station. On the next and subsequent cycles, each blade will be ground by its respective wheel, and a finished part will be produced with every cycle.
"The Dominator was installed in Cell No. 4 to replace an aging surface grinder," Mr. Dell'Agnese explains. "But it also provided the reliability of a new machine, ergonomic benefits for not only operating the machine but also setting up the machine, and the flexibility to be used either in creep feed mode or reciprocating mode, depending on the job. Because Cell No. 4 hosts multiple blades and will continue to do so, having the flexibility to grind in either mode may save us the trouble of having to move another machine when we're changing over the cell. If we decide to process another blade in that cell, the odds are that the Dominator will be able to support whatever cycle we need to run."
Howmet's second Dominator is installed in (blade) Cell No. 11 where it is used to creep feed grind a different feature in each of four small blades mounted in a four-station fixture. In this application, the Dominator is equipped with four creep feed wheels, each of which has its own table-mounted diamond dressing roll (See photo).
At the end of each cycle, the operator removes a finished blade from the fourth fixture (closest to the wheels), advances each of the other blades to the next fixture in line and loads a "raw" blade into the first fixture. The operator has a limited time to move the blades in and out of the fixtures and the adjustable height of the grinding table, and the front-and-center location of the fixtures make this difficult task as easy as possible.
"Airfoil parts are difficult to fixture," Mr. Dell'Agnese notes. "It takes an experienced operator to load them the right way even when conditions are optimal. But when the operator must load fixtures in a work envelope that is dark and/or difficult to reach-frequently the case on older surface grinders-the task becomes more difficult, and the likelihood of quality problems increases. Part grinding errors are frequently attributed to operator misload; in fact, the errors occur because the operators have not been given the equipment they need to do the job right. As the Cell No. 11 application demonstrates, the Dominator not only makes the job easier to do, but it helps him do the job better as well."
Mr. Koeppel estimates that each of the Dominators will save Howmet more than $32,000 annually. The single biggest chunk of that savings is attributed to improved productivity resulting from reduced walking, reduced reaching, eliminated bending and reduced fatigue. The total also includes improvements in setup costs and scrap reduction attributable to fewer "misloads." eMr. Koeppel also notes that the Dominator has a 60 percent smaller footprint than another of the grinders considered in the buy decision. Howmet has determined that achieving its desired sales goal for 2003 will require a 21-percent increase in "sales per square foot. The Dominator contributes to the kind of machine density that will be needed to help Howmet make the numbers.
















Related Content

Volumetric Accuracy Is Key to Machining James Webb Telescope
To meet the extreme tolerance of the telescope’s beryllium mirrors, the manufacturer had to rely on stable horizontal machining centers with a high degree of consistency volumetric accuracy.
Read More
Watchmaking: A Machinist’s View
Old-world craftsmanship combines with precision machining on a vertical machining center and Swiss-type lathe to produce some of the only U.S.-made mechanical wristwatch movements.
Read More
Choosing The Right Grinding Wheel
Understanding grinding wheel fundamentals will help you choose the right wheel for the job.
Read More
How to Start a Swiss Machining Department From Scratch
When Shamrock Precision needed to cut production time of its bread-and-butter parts in half, it turned to a new type of machine tool and a new CAM system. Here’s how the company succeeded, despite the newness of it all.
Read MoreRead Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More