
Exploring Niches With New EDM Technologies
A shop specializing in wire EDM for large mold components now offers EDM “turning” of small, intricate parts. Despite the potential risks involved in early adoption of new technologies, the shop believes this practice gives it a leg-up on the competition and lets it gain experience with alternative machining techniques before offering them to customers.
.jpg;width=70;height=70;mode=crop;format=webp)
This shop is performing preliminary testing of a PEPS CAM package version from Vero International that can program turn-while-burn EDM operations.

Brothers Karl (on right) and Brian Bernt are owner of the first U.S. shop to install this particular wire EDM unit, which has a workpiece capacity of 6,614 pounds. Conversely, they’ve recently added spindle technologies to “turn” small parts via EDM to 0.019 inch in diameter.
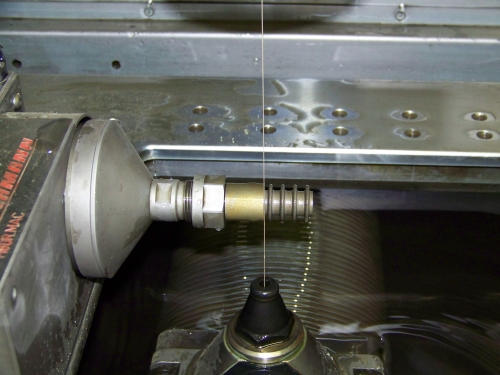
Although the tank is shown empty in the top image, all wire EDM turning work is done fully submerged for good flushing. Here, a 1,500-rpm spindle is used to turn wheels for a slot-forming tool.

The spindle’s control unit (shown on the cart) allows spindle speed to be varied per the operation. High spindle speeds are used for small part diameters.


A large, central chiller from Advantage Engineering (Greenwood, Indiana) is located in the middle of the shop’s second bay. This dual-compressor chiller serves all the wire EDM units in the shop—none has a dedicated chiller. All the water for all the machines is piped to this single unit, saving energy. This unit has two compressors, so if one would happen to fail, an operator can quickly switch to the other. This chiller has the capacity to serve 20 wire EDM units.


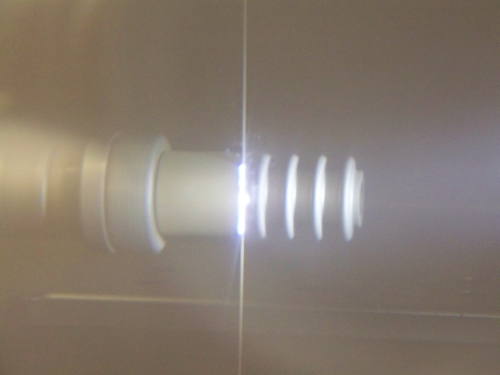
The top image shows parts created using a high speed spindle to spin stock while wire EDM acts as the cutting tool. The other image shows some helical shapes that are possible via synchronized workpiece rotation and EDM wire feed.




Extreme Wire EDM, located in Grandville, Michigan, is a machine shop that has advanced turning capabilities. However, you won’t find conventional lathes in its clean, Midwestern facility.
The shop specializes in wire electrical discharge machining (EDM) and opened its doors in 1998. Soon after, it set its sights on wire EDM work for big mold and die components. Brothers and shop co-owners Karl and Brian Bernt realize that this type of work is likely to remain in the United States, and continue to purchase large-capacity wire machines for those industry segments. In fact, Extreme Wire EDM is the first U.S. shop to install a Robofil 640CC, a wire machine manufactured by AgieCharmilles (Lincolnshire, Illinois) that accommodates workpieces as heavy as 6,614 pounds and as large as 1,300 × 1,000 × 510 mm. A second such machine is currently on order because the first one is so busy.



That said, the brothers don’t have tunnel vision; they continually look for other potential machining niches that the latest EDM technologies might allow them to pursue. Lately, the shop has been winning complex turning jobs using spindle technologies developed specifically for wire EDM. While some of that work complements the hefty mold components that pass through the shop—hardened core and ejector pins, for example—the ability to turn parts of virtually any hardness to 0.19 inch in diameter sans the tooling pressure and heat associated with lathe turning has opened up new opportunities in new markets.
What’s impressive is that the shop added EDM turning capabilities while the technologies were fresh and despite the fact that it had no worked immediately lined up for the equipment. Adding leading machining technologies in such a proactive way takes a measure of discipline and a smidgen of chutzpah. That’s because the initial investment necessary to implement a new machining technology is generally high. The cost often then decreases as additional shops begin accepting and adopting the technology. In addition, there’s the chance that the pricey new equipment might sit for a while before making money because customers are unfamiliar with the alternate technology and its potential for their particular applications.
Extreme Wire EDM is able to justify this. By integrating new technology without having work in queue for it, the shop can become familiar with its capabilities, nuances and limitations. This "practice" time allows the shop to get a head start on the learning curve and refine the process before offering the capability to its customers.
High Speed EDM Turning
The shop currently offers two EDM turning processes—turning via continuous workpiece rotation and AgieCharmilles’ "turn-while-burn" technique, which synchronizes workpiece indexing with wire feed. Both are suitable for workpieces of virtually any hardness.
The first method uses a portable H80R.MAC high speed spindle from Hirschmann Engineering USA (Elgin, Illinois) that was purchased a couple of years ago. This spindle rotates workpieces as fast as 1,500 rpm while the machine’s wire moves in X and Y axes to burn the desired part profile. This auxiliary spindle can be used on any of the shop’s six EDM units. It can provide A- or B-axis rotation, depending on whether it’s oriented in line with machine’s X or Y axis.
Housed in stainless steel, the submersible spindle measures 180 × 195 × 98 mm and has a variable-speed, AC drive. It bolts to a machine’s table and connects to a control unit that regulates the speed. Extreme Wire EDM keeps the control unit on a cart so it can be wheeled to whichever machine requires the spindle. Precision collets are used to secure the workpieces for turning.
While conventional lathe-turning operations require multiple tool passes to remove material, EDM turning erodes all material that must be cut with each rough and finish pass. Typically, the shop will take one roughing pass and one or more finishing passes, depending on desired surface finish. This is different than typical wire EDM operations in which slugs of solid material are carved from a workpiece. Once the turned profile is completed, the wire cuts the part from the stock, and the part gently sinks to the bottom of the machine’s dielectric-filled tank. The shop performs all turning operations fully submerged to ensure effective flushing.
Mike Wysocki is the shop’s wire EDM technician who performed much of the initial experimenting with the high speed spindle. Mr. Wysocki suggests that optimizing EDM turning operations is similar to determining the best combination of spindle speeds and feed rates for a conventional CNC lathe. For instance, faster spindle speeds are required for small-diameter work. In most cases, the shop will use PEPS programming software from Vero International, Inc. (Wixom, Michigan) to outline the part profile and generate the part program from a customer’s drawing.
The Bernt brothers admit that it is sometimes challenging to get customers to understand the benefits of this alternate type of turning. Some fixture shops, for instance, believe they can create hardened components faster and more affordably in-house, despite the fact that multiple steps are required. They generally have to turn stock on a lathe, send it out for heat treating (which can distort the machined part), and then perform additional machining or grinding operations to bring the component to final size. Wire EDM can accurately turn hardened stock in one fixturing, which not only reduces the number of times a shop must touch a part, but also reduces overall manufacturing cost.
Wire EDM turning is also effective for Porcerax II, a porous metal that allows gases to permeate through the material to enable targeted venting of difficult-to-access mold areas. Conventional machining or grinding tends to push material into the pores, reducing the venting capability. This doesn’t occur with EDM.
Simultaneous Turning And Burning
Soon after purchasing the Hirschmann high speed spindle, the shop invested in an AgieCharmilles Robofil 240 EDM unit equipped with the optional "turn-while-burn" feature. The spindle used for these operations provides a servo-controlled, clockwise and/or counterclockwise indexing rotation that is synchronized with X- and Y-axis wire feed. This allows the machine to produce helical geometries and other complex shapes. The machine and the indexing spindle are purchased as a package because special servos and related components are needed to allow the machine to produce its carefully choreographed movements.
Some examples are shown in the top-right image, which includes a collection of components with helical geometries. It can be hard to imagine that each of those features was created from EDM wire that remained normal to the workpiece center line for the entire pass.
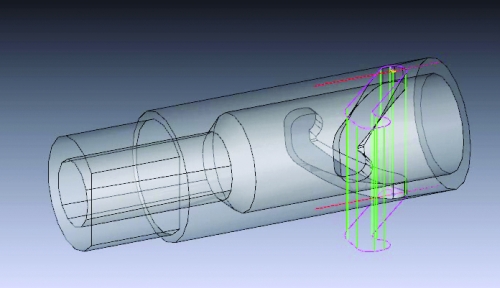
Extreme Wire EDM does most of the programming for this machine manually. However, it has been communicating with Vero International, which is developing programming software for turn-while-burn operations within its PEPS CAM package. The CAD/CAM image to the right shows two identical, curved cam slots on opposite sides machined from tube stock. The trick is rotating the stock back and forth while the wire cuts both slots simultaneously (see the video simulation at the top of this page). This software feature is very new. In fact, the shop performed its first test cut of the cam part using a PEPS-generated part program during my visit in August 2008.
The spindle used on the turn-while-burn machine can also be used for discrete indexing. The rectangular mold insert in the image mentioned above is a good example of how this can be used to created a prismatic part from solid round stock. After indicating the stock installed in the spindle, the machine slices away opposing sides and then indexes the workpiece 90 degrees to cut the other two sides. This eliminates the need to indicate the part multiple times, which would be necessary with a spindle that lacks indexing capability. Indexing is also helpful in creating notches or other flat features in a turned part in one setup.
Hirschmann is said to be developing a high speed spindle that can also be used for such indexing work. One of the shop’s upcoming collet orders is a perfect candidate for this. The shop will be able to turn a collet’s profile and use indexing to create the collet’s evenly spaced slots in one setup.
Keeping Resources Available And On-Hand
The shop invests heavily to keep requisite EDM tooling and consumables on-hand. For example, it stocks multiple types of wire in sizes ranging from 0.01 to 0.013 inch. By eliminating time to order such items, the shop is able to turn jobs for its customers more quickly. Its EDM hole drill has also been fitted with a universal rod guide to eliminate the need to buy a wealth of dedicated guides for specific rod diameters. The universal guide adjusts to various rod sizes, allowing the shop to stock 40 different rod diameters, but not 40 different guides. Although the universal guide was initially costly, it has really come in handy to speed hole-popping operations for the shop.
And while the shop’s machines are obviously costly resources, the Bernt brothers don’t mind having one or two sitting idle. Customers will often place orders out of the blue, so an idle machine can be set up to run those jobs straightaway. It’s because of these hot jobs that Mr. Wysocki commonly works the night shift. That way, a job that comes in at 5 p.m. can be set up to run during the evening and be ready the next morning. Because working the night shift isn’t particularly fun for most people, the Bernt brothers allow Mr. Wysocki to work four days a week so he can be rewarded with three-day weekends.
What’s Next?
Although some of the workpieces the shop receives have a start hole, the shop does promote its hole-drilling capability as a service to its customers. The shop continues to win very tall work, and its existing EDM hole drill barely has the capacity to accept such workpieces. For the time being, a custom 6-inch riser block has been added to raise the hole drill’s column so it can create start holes for parts as tall as 20 inches. However, the shop is likely to add a larger, fixed-table hole drill.
And while wire EDM is their specialty, the brothers are also eyeing chip-making equipment. In keeping with their desire to integrating advanced technologies, they are considering adding machine tools that can perform simultaneous five-axis machining because not all shops offer that capability. If that happens, we may be revisiting this shop at some point in the future to profile their successes implementing yet another advanced machining technique.
To learn more about additional suppliers, click here: Advantage Engineering Inc. and GF Machining Solutions LLC
















Related Content

Inside the Premium Machine Shop Making Fasteners
AMPG can’t help but take risks — its management doesn’t know how to run machines. But these risks have enabled it to become a runaway success in its market.
Read More
Kaast Machine Tools Updates Dual-Spindle Lathe
The A-Turn SYMCNC Dual-Spindle Lathe is now available in four different swing lengths, including 22.5", 24", 26.75" or 36".
Read More
How to Start a Swiss Machining Department From Scratch
When Shamrock Precision needed to cut production time of its bread-and-butter parts in half, it turned to a new type of machine tool and a new CAM system. Here’s how the company succeeded, despite the newness of it all.
Read More
Quick-Change Tool Heads Reduce Setup on Swiss-Type Turning Centers
This new quick-change tooling system enables shops to get more production from their Swiss turning centers through reduced tool setup time and matches the performance of a solid tool.
Read MoreRead Next


3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More