
Find The Time
This mold shop shows where to look. Faced with tighter lead times, it achieved faster workflow by using existing machinery and manpower in more efficient ways.
.jpg;width=70;height=70;mode=crop;format=webp)


Do toolpaths have to be generated by the same person who refines the geometry? Though Prospect-Akromold's machinists almost never work from patterns today, the machinng expertise they once applied to this work (above right) is still there. By tapping into this expertise, the shop found an inexpensive way to ease the programming burden on the engineering department. In the future, the shop hopes to have programmer in the office just to prove out the geometry, while programmers on the shop floor create the toolpaths.
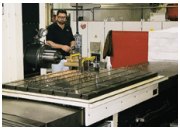
Two horizontal boring mills used to be reserved for roughing and simple machining. But just the addition of a control look-ahed feature has made the machines efficient for contour milling. These machines are now capable of carrying some mold work all the way through finishing.
Do toolpaths have to be generated by the same person who refines the geometry? Though Prospect-Akromold's machinists almost never work from patterns today, the machinng expertise they once applied to this work (above right) is still there. By tapping into this expertise, the shop found an inexpensive way to ease the programming burden on the engineering department. In the future, the shop hopes to have programmer in the office just to prove out the geometry, while programmers on the shop floor create the toolpaths.

The shop machines molds for 30-gallon trash cans. Milling out the cavity for such a mold means reaching deep into the workpiece. A rigid machine like a boring mill is better equipped to machine at this reach without deflection.

Much of the machine's facility with large molds comes just from the open space around the workzone. The shop can set up the mold on compound angle plates, and position the workpiece to let the spindle reach any of its faces.

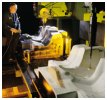
This is Prospect-Akromold's primary machhine for mold finishing. It has a 16,000 rpm spindle and a two-axis indexing head. It also has a large backlog, which is why the shop gave its two boring mills finishing capability. Where previoustly only the one mill could finish large molds, now the shop can bypass this busy machine.

Through high speed finishing, the shop reduces the need for this manual bench work. Stamping dies now skip benching altogether. Many injection molds now skip power tools and go straight to posishing stones.
Complex contour milling, hard materials, and single-piece production—all of these factors combine to make a mold or die the ultimate high-value-added workpiece. Mold and die makers face process and technology needs apart from any other variety of machine shop. But at the same time, mold and die makers also face challenges almost any shop today will recognize. Chief among these is the trend toward shorter and shorter production lead times.
Just ask Prospect-Akromold, Inc. (Cuyahoga Falls, Ohio). This maker of injection and compression molds, and some dies, says the typical delivery margin has shrunk by 20 percent in recent years—and the flexibility to overshoot any delivery date has shrunk by a lot more. According to operations manager Bob Ponikvar, "A job that would have taken 20 weeks just three years ago, we now turn around in 16. And that 16 weeks has to be a firm commitment on our end. This is just-in-time mold making."



Indeed, in customers' eyes, delivery time is now more important than price, Mr. Ponikvar says.
Keeping ahead of this change requires several strategies working in parallel. Part of the company's response is just to modify a mindset its management has long embraced: Keep watching the technology, and upgrade frequently to new machines and new tools. The difference is that working faster is now the primary focus instead of working cheaper.
However, another strategy that is arguably more compelling is the shop's commitment to analyzing and rethinking the way it machines molds. This shop has taken a long, hard look at its process, and changed that process based on what it saw. As a result, it's not just new technology delivering productivity gains, but also many of the resources—both human and mechanical—which the shop has been putting to work right along.
Nowhere did the shop find unused capacity free for the taking. However, in at least three separate areas of its process, Prospect-Akromold found it could improve responsiveness and throughput by combining a small initial investment with a large departure from the established way of doing things.
The shop had help in bringing about these changes. Fortunately or not, it was in a position where long-standing procedures were everywhere being rewritten.
Prospect-Akromold was born only a little over one year ago, from the merger of two established mold shops. When Prospect Mold And Die purchased Akromold, the former company brought strengths including in-house expertise at making molds for lamp lenses, particularly the specialized multi-station molds used to produce multicolored automobile tail lights. Akromold brought the capacity for large jobs, as typified by a recent bumper mold weighing 80 thousand pounds. When the two shops joined in one expanded facility, the new company that resulted had to determine how best to integrate resources including 140 employees, and 23 CNC milling machines and EDMs.
At first, the process for this new shop looked like the one to which both previous shops were accustomed. It included steps which many mold makers will recognize: NC code was sent to the shop floor by programmers working in the office, and work that was roughed out on rigid machines—including some horizontal boring mills—was sent for finishing to a machine with a faster spindle.
This process is still at work. However, by making a few strategic changes, the company has unlocked productive capacity that this process used to keep pent up.
Today at Prospect-Akromold:
1. Toolpaths are no longer created entirely in the programming department. Some are created out in the shop. And even now, the shop floor offers still more programming capacity just waiting to be tapped.
2. Large molds stay on the horizontal boring mills longer, and some will go all the way through finishing on those machines. With just a newly installed look-ahead feature for each machine's control, these mills became competent mold finishers.
3. Milling routines throughout the shop are now being written to use higher spindle speeds and feedrates, but lower depth of cut. In finishing, this reduces benching time by more than half. In roughing, it can mean winning productivity by running at conditions beyond the recommendations of the cutting tool manufacturer. But the shop has tested its process carefully.
1. Shop-Floor Programming
Many of same people who now operate Prospect-Akromold's CNC machines once routinely worked from patterns. They looked at the mold geometry, looked at the material, and chose the appropriate tools, toolpaths and machining parameters based on their knowledge of these factors. Since that time, however, those decisions have migrated away from the shop floor. Today, essentially all of the shop's mold machining routines come from a separate engineering department, where programmers work with CAD/CAM software to write code that is delivered to the machine tool complete, across a DNC network.
Now, Prospect-Akromold believes it is time for much of that machining-related decision-making to return to the shop floor. At present, it's a simple matter of efficiency; business is growing, creating a backlog in the engineering department which delays jobs from reaching the shop floor. But in the future, programming on the shop floor may become a necessity. The company sees a critical shortage of CAD/CAM programmers in the local labor market. So why not tap into the ample supply of potential programming expertise just waiting out in the shop?
Prospect-Akromold has now set up two PCs running CAD/CAM on the shop floor—one in the mold machining area, one in electrode fabrication. The plan calls for four or five more shop-floor CAD/CAM stations to be installed yet this year.
It turns out that shifting part of the programming work to the shop floor is relatively easy, Mr. Ponikvar says. He points out that Prospect-Akromold's traditional programmer actually performs two distinct functions. First, the programmer loads in the customer's CAD data—usually in the form of an IGES file—and does any fine-detail work necessary to restore an imperfect translation of the geometry into the continuous form necessary for machining. Only then does he use the software's machining functions to create NC toolpaths.
In other words, there is CAD, and there is CAM. However, there is no reason why the person who works with one also has to work with the other.
In the future, says Mr. Ponikvar, Prospect-Akromold hopes to reach a point where programmers in the office spend their time only on the CAD work. They will ensure that the geometry is sound, then send it to the shop to let a machinist establish the toolpaths. Like an engineering M*A*S*H unit, they will make the patient fit to travel, then hurry on to the next job.
The shop has a handful of machinists already serving as shop floor programmers in an arrangement like this, and their initial success suggests that the system can work quite well. These machinists run WorkNC (Sescoi USA, Southfield, Michigan), which is the same software the engineering department primarily uses. Programming work is performed right beside a machine that's running another job. Therefore, no productive time is lost. Most jobs require the machinist to sit close anyway, if only to respond quickly to a tool break, or the sound of excessive wear. And this is a function the machinist can easily perform while programming his own next job, or someone else's. (For a more in-depth discussion of a move to shop floor programming, see Tom Beard's April '98 article. Link is above in Learn More box.)
The change has brought a boost to morale, Mr. Ponikvar says. Machinists now have a chance to use more of their skills. "We don't want them to be just operators anymore," he says. "We want mold makers."
2. Finishing On A Roughing Mill
The shop also has two horizontal boring mills from Toshiba Machine Co.(Elk Grove Village, Illinois) which tell a similar story. Like the machinists on the shop floor, these machines had a potential for productivity that was going unused. Though they were purchased for heavy roughing, just the addition of a control look-ahead feature let the shop add these machines to its one existing option for finishing its largest molds.
That one previous option was the most sophisticated machine in the shop. Purchased specifically for finishing, this vertical milling machine features a 16,000 rpm spindle, 100 inches of travel in both X and Y, and a spindle head capable of reorienting the tool in two rotary axes. In an ideal world, says Mr. Ponikvar, all of the shop's work—large or small—would end up here. However, the shop doesn't have enough open hours in the day on this machine to accommodate the ever-growing volume of even the large mold work.
What the shop does have is the two boring mills, and some ready capacity on those machines. They are not the fastest machines in the shop, but they are inexpensive compared to the primary finisher. And once the shop began to apply a horizontal boring mill to mold finishing work, it began to realize advantages that this type of machine brings to the mold-making application (see sidebar, below).
Key to unlocking those advantages is the look-ahead feature, which lets the machine's CNC smoothly execute the complex, contoured toolpaths typical of mold machining. Prospect-Akromold purchased this feature—which Toshiba calls "shape control"—as a retrofit for each machine.
Shape control is a response to the fact that Prospect-Akromold's programs are often too large to reside in CNC memory, and so have to be drip-fed into the control from a serial-interfaced PC. This drip feed leaves open the possibility that the machine might outrace the data transfer. Here is why:
Contoured machine moves written in CAD/CAM typically are not contours; they are connect-the-dots approximations built from many short, straight-line moves. The more precise the contour, the shorter these moves become—easily down to ten thousandths of an inch. In fact, they become so short that the time to transfer one block across the data link can take longer than the time to execute the block preceding it. As a result, the machine zips to the end of the move, only to be stopped cold while it awaits the next command. Thus the machine stops and starts all the way through any fine curve.
The phenomenon is known as "data starvation." Detrimental to both workpiece and machine, it leads to poor surface finish, dwell marks demanding costly benchwork, and excessive wear on the machine tool. All of these effects meant that Prospect-Akromold could only perform mold finishing on the boring mills at feed rates slow enough to avoid the starvation. And even at that, the operator would have to keep his hand on the feed override knob to stay ready for any jerkiness.
What shape control does to overcome this problem is simple. It establishes a one-megabyte buffer in the control, located "upstream" from where program commands are executed. Within this buffer, the control literally does "look ahead" in the program, searching through the NC code for any short tool moves that would cause the cutter to dwell at the programmed feed rate. Where the control detects such a move, it overrides the programmed feed accordingly—temporarily reducing it by just enough to let the cutter travel smoothly through the contour.
The feature makes the boring mills both faster and more trustworthy in a precision contouring cut. The shop can now run finishing programs on these machines at twice the feedrate it might once have chosen, if it chose that machine at all. Where before the shop may have nervously run a job at 75 ipm, it now runs the same job at 150 ipm, confident that the control will back off from that feedrate in each region where tool moves are short and densely packed.
3. High Speed Machining
But data starvation wasn't the only barrier to faster feed rate. Another was deep cuts. Once, the shop's machinists and programmers accepted that large depths-of-cut were key to high metal removal rate, which in turn was key to productivity. Today, Prospect-Akromold has learned to take far lighter cuts, while running at faster spindle speeds and feed rates. The result is even greater productivity throughout the process.
In finishing operations, the difference is visible. The shop cuts to smaller radial depths during finishing. That is, smaller stepovers. As a result, the height of the cusp left between two adjacent passes with a ball-nose end mill is much smaller. Running at higher feed rates lets the shop take these shallow cuts more efficiently. However, the primary benefit of low-stepover machining is a considerable reduction in manual benching time.
A similar strategy also serves the shop during roughing. The advantage here is just to make the machining cycle shorter. The shop has discovered that by reducing depth of cut to well under one-half of what it is accustomed to running, it can increase speed and feedrate enough to more than make up for this, increasing metal removal rate overall. Here, the difference is audible.
"We don't bury the cutter in the material anymore, so the shop is a lot quieter," Mr. Ponikvar says. "We're all used to feeling the floor vibrate from the sound of the cut, and hearing a noise like it was raining tin cans from the size of the chips that hit the floor." But now, he says, instead of roughing to a depth of 3/8 inch, the typical cut is more like 1/8 inch.
Positive-rake cutters are one of the most important factors here. In the past, Prospect-Akromold's machines were run with carbide inserts featuring a negative rake angle. They didn't cut the material so much as shave it off in a deep swath. Now, says Mr. Ponikvar, the shop has changed its tooling preferences so extensively that "probably not one tool we used three years ago has a major role in the shop today." Milling inserts the shop uses now typically have a positive rake. The "sharp" profile of this geometry delivers a clean cutting action at the more shallow depths of cut. In most cases, this lets the shop employ all of the spindle speed an existing machine can deliver. In fact, in evaluating how fast it could rough-machine with positive rake cutters, the shop discovered that the recommended parameters offered by some carbide insert vendors were conservative.
This conclusion came on one of the shop's 10,000 rpm vertical machining centers. For weeks, Prospect-Akromold allocated this machine to doing nothing but evaluating just how fast—particularly in terms of chip load—it could run various cutting tools in representative applications. When a tool was found to perform well at the vendor's maximum published recommendations, the shop increased the cutting conditions by a small increment, and kept increasing so long as the cutter held up. "When we reached the conditions where the cutter failed, we would back off from there by a couple of notches." In this way, the shop determined what speeds it could safely achieve in its typical cuts during high speed roughing.
During finishing, on the other hand, the cutters are not nearly so strained. Today, the shop finishes at radial depths-of-cut that once would have been considered tiny. However, the goal is to reduce benching time. On stamping dies, the shop has been able to eliminate benching altogether, and ship the die to the customer right off of the machine tool. And while that may never be possible with injection molds, Mr. Ponikvar says the shop does now routinely skip power tools with these molds, going straight to polishing stones. The result isn't just a faster process, but also a more accurate mold. The uncertainty that comes from manually removing material is gone.
The fact that finishing aims to reduce benching time leads to this irony in Prospect-Akromold's process: Since adopting high speed machining, many jobs actually see longer machining cycle times than they would have before.
But this is only machining time. The important consideration is how fast the customer gets the job. Though time in the machining area may increase by 20 hours because high speed finishing passes are so small, this extra time is an investment—one which can easily cut 200 hours from benching later on. And looking at the process overall, says Mr. Ponikvar, is the key to finding low-cost production efficiencies.
Prospect-Akromold's other efficiency gains were a product of exactly this outlook. Faced with a backlog in its programming area, the shop could have scoured a dwindling labor pool to hire more programmers. But why not take advantage of the programming potential already waiting in a different area of the company? And before committing to buy a new machine tool to ease the finishing backlog, why not consider whether existing machines—albeit non-traditional ones—might do the work?
Mold and die suppliers are increasingly being asked to surrender lead time to their customers. However, it might be possible to find that time cheaply, just by looking in the shop.
















Related Content

How to Start a Swiss Machining Department From Scratch
When Shamrock Precision needed to cut production time of its bread-and-butter parts in half, it turned to a new type of machine tool and a new CAM system. Here’s how the company succeeded, despite the newness of it all.
Read More
Watchmaking: A Machinist’s View
Old-world craftsmanship combines with precision machining on a vertical machining center and Swiss-type lathe to produce some of the only U.S.-made mechanical wristwatch movements.
Read More
A New Milling 101: Milling Forces and Formulas
The forces involved in the milling process can be quantified, thus allowing mathematical tools to predict and control these forces. Formulas for calculating these forces accurately make it possible to optimize the quality of milling operations.
Read More
Grinding Wheel Safety: Respect The Maximum Speed
One potential source of serious injury in grinding comes from an oversight that is easy to make: operating the wheel in an over-speed condition.
Read MoreRead Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
