
Five Live Centers for Five Applications
It is vital for a shop to select the right machine tool components for the right job, and live centers for lathes are no exception.

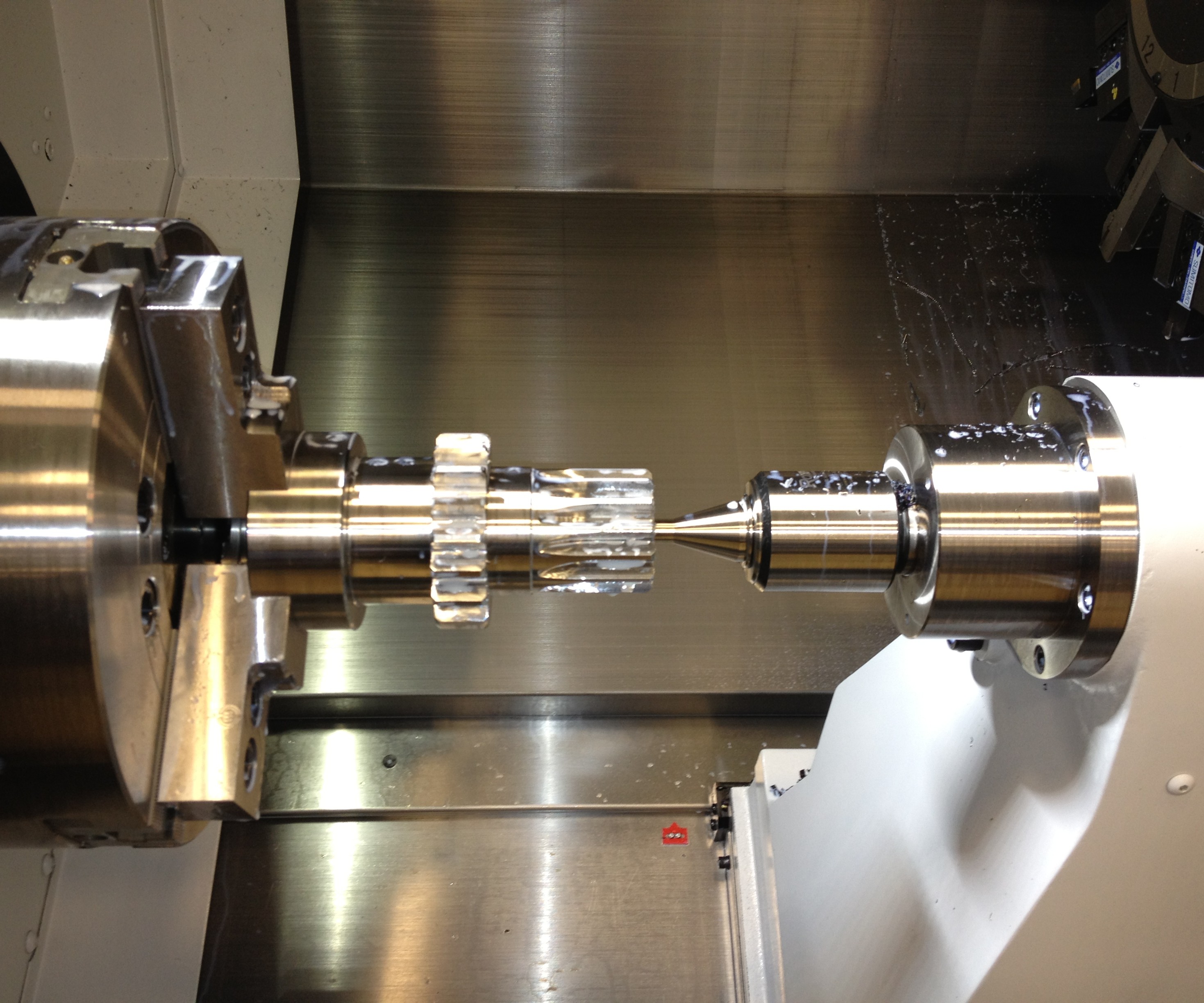
Different live centers suit different applications. This Royal High Precision live center is a Quad Bearing model with a head designed to maximize cutting tool clearance.
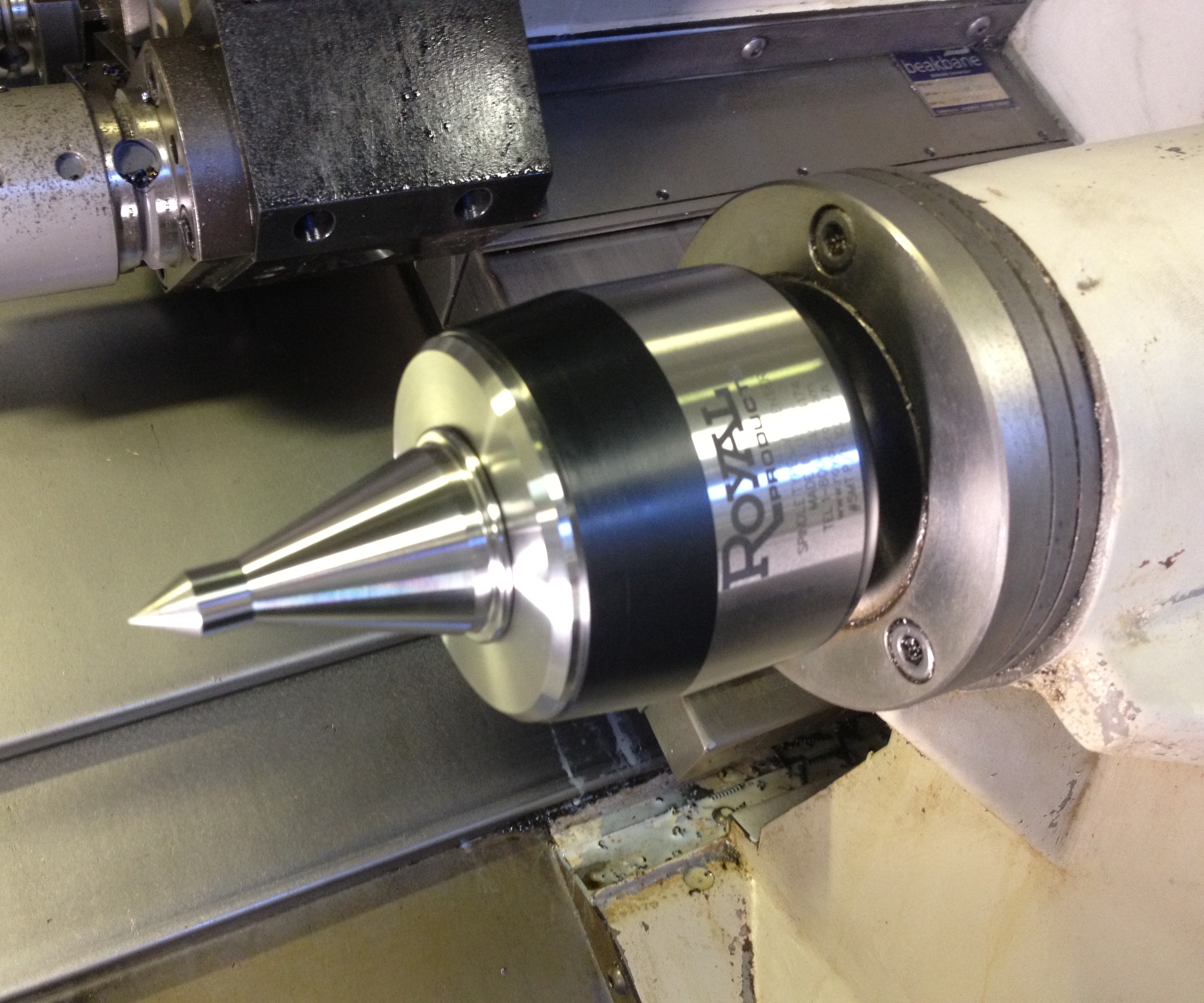
Royal based the design of its Quad Bearing line off of the design of machine tool spindles to meet standards of speed and durability. The live centers are equipped with a spring-loaded Roto-Shield coolant-protection system to keep fluids from interfering with the internal mechanisms of the center.

The Quad Bearing (below) is a classic, general-use live center for a variety of turning workpieces on lathes equipped with a tailstock. The Ultimate Multi-Tasking live center (above) is specifically designed for use in a dual-spindle lathe.



These days, most CNC turning centers use live centers in their tailstocks to provide support for long parts. Unlike a dead center that does not rotate, a live center features a bearing assembly to enable its tip to rotate with the part so there is much less friction between the tip and the part. As a result, higher rotational speeds and faster turning operations can be achieved. That said, not all live centers are the same and some designs differ depending on the application, as I learned from Tom Sheridan, vice president of marketing for Royal Products.
According to Mr. Sheridan, the company’s decades-long experience manufacturing live centers led it to develop the Roto-Shield coolant-production system, which uses a spring-loaded seal to keep cutting fluids out of centers’ bearing assemblies and increase the centers’ lives. The centers feature points with comparatively short lengths and thick girths for increased rigidity, and the robust bearing assemblies are designed to provide stability while maintaining high speeds.
Mr. Sheridan explains that the company has designed its products with a keen understanding of the necessary operational considerations, such as balancing load capacity against rotational speed. Knowing how these factors affect the centers, the company has designed a range of products to best suit the task on hand. Further, it designs some of its offerings with specific products or machine types in mind. For instance, its newest selection is designed for dual-spindle lathes. With the variety of live centers available, it is important that users know which live centers will work best for their turning needs. Here are five live centers the company has designed for specific applications :
- The company’s staple live center, the High Precision Quad Bearing, has a design inspired by machine tool spindles, with three angular-contact bearings secured to the rotating point with a locknut and a needle-roller bearing behind the point. The bearings enable fast rotation while the construction of the live center is said to provide rigidity. This is designed to be a sturdy, dependable live center for most operations, and is available with either a short, robust head for increased rigidity and stability, or a longer, thinner head for improved tool clearance.
- The High Speed Precision live center, capable of spindle speeds ranging to 12,000 rpm, is specifically designed for high-speed turning applications. The live center is lubricated with lightweight spindle oil instead of grease, reducing heat generation and turning resistance. It uses an extended point, available with both steel and carbide tips, that is said to provide a balance of both rigidity and tool clearance.
- The Super Quad Extra Heavy Duty live center is designed to handle heavier workpieces. Its angular-contact bearings are larger than normal and secured in a durable assembly. It also has a thick, rigid point that extends into the shank where a large, needle-roller bearing provides support. With these features, the company says it can handle workpieces as large as 12,000 pounds.
- Royal also produces live centers to produce specific parts. One example of this is the Bull Head live center, with a large end designed to hold pipes. The company produces these specialty live centers to fit different varieties of piping, such as the “Oil Country” Bull Head, designed for use with the larger pipes manufactured for the oil and gas industry.
- The Ultimate Multi-Tasking live center is designed to function with dual-spindle turning centers that do not have a hydraulic tailstock. The center can be loaded into a tool changer, enabling the user to gain the increased stability it provides longer workpieces while still benefiting from the automation capabilities of a dual-spindle lathe. The point is spring-loaded to make up for the lack of hydraulic compensation found in tailstocks.
As a close reader may tell, the different live centers are suited to different tasks. The Super Quad Extra Heavy Duty, for example, might be able to take on 12,000-pound workpieces, but its maximum spindle speed is 2,500 to 4,000 rpm. Compare that to the spindle speed of the standard High Precision Quad Bearing, which can reach 6,000 rpm, or the High Speed Precision’s 12,000 rpm. With live centers, there is always a tradeoff between speed and weight.












Related Content

Custom Workholding Principles to Live By
Workholding solutions can take on infinite forms and all would be correct to some degree. Follow these tips to help optimize custom workholding solutions.
Read More
Shop Doubles Sales with High-Mix, Low-Volume Automation
Robots with adaptive grippers have opened entire shifts of capacity to high-mix, low-volume shop Précinov, doubling its sales.
Read More
Lean Approach to Automated Machine Tending Delivers Quicker Paths to Success
Almost any shop can automate at least some of its production, even in low-volume, high-mix applications. The key to getting started is finding the simplest solutions that fit your requirements. It helps to work with an automation partner that understands your needs.
Read More
Modern Bar Feeds Bring New Life to Automatic Swiss Lathes
Cam-actuated Swiss lathes are still the fastest way to process many parts. By adding modern bar feeders, this shop has dramatically improved their utilization with the ability to work unattended, even in a lights-out environment.
Read MoreRead Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
