Flexible Fixturing Furnishes Faster Setups
Replacing dedicated fixtures with a system incorporating custom jaws from Kurt Manufacturing has reduced setup time and freed capacity at this manufacturer of hydraulic snowplow equipment.

Brian Thoreson (right), machine shop supervisor of Western Products, and Michael Dulmes (left), Kurt sales representative, hold manifold blocks finish machined in the company’s Kurt ClusterTower system with quick-change jaws.
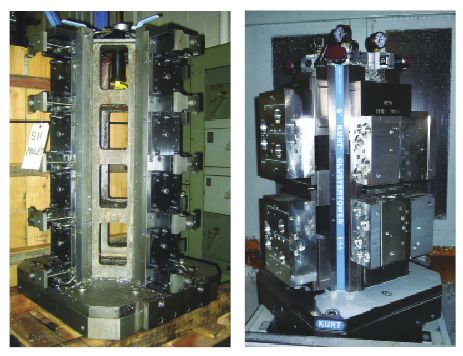
Western Products’ previous system required moving heavy, dedicated fixtures (left) on and off the machine table to switch from one manifold size to another. In contrast, the new Kurt ClusterTowers (right) require only swapping the custom, quick-change jaws to accommodate a different manifold.

The twin-pallet HMC enables operators to load or unload one tower while the second is in the cut. The jaws interchange with 0.001-inch accuracy.

Using machined features from the first series of operations to locate manifolds for subsequent work eliminated the need to mill holding slots.
Share












Phillips Corporation - Education
Featured Content
View More


Phillips Corporation
Featured Content
View MoreMr. Thoreson reports that he and his team initially were skeptical that a standard workholding setup would provide the required locating accuracy and rigidity. However, clamping pressure ranging from 3,000 to 3,100 psi has proven more than sufficient to keep parts stable and to damp cutter-induced vibration. In fact, he reports that the shop can achieve part-to-part repeatability of 0.0005 inch, even at a top spindle speed of 15,000 rpm and feed rates ranging to 350 ipm. According to Kurt, machining the ClusterTowers from 80,000-psi ductile iron contributes to the system’s rigidity. “We run as aggressively as possible with the highest feed rates because the Kurt ClusterTowers can take it,” Mr. Thoreson says.












Related Content

Orthopedic Event Discusses Manufacturing Strategies
At the seminar, representatives from multiple companies discussed strategies for making orthopedic devices accurately and efficiently.
Read More
Tool Presetters Reduce Downtime, Human Errors and Scrap
Using a presetter to set up tools offline instead of touching them off in the machine means more spindle uptime for shops, regardless of size or machine type.
Read More
Choosing the Right Drill Type
Specifying the right option for your application can save time and tools.
Read More
5 Tool Setting Techniques
Each tool setting technique has merit, and it depends on where you are as a shop and the type of work you do, as cost and efficiency all come into play.
Read MoreRead Next

WEBINAR: From Machine Data to Guided Action: How Modern Shops Are Closing the Execution Gap
In this webinar, MachineMetrics Product Manager Josh Fish is joined by Pindel Global Precision's Thomas Deslongchamps, for a candid look at what closing the execution gap actually looks like inside a precision machining shop.
Read More