Although the UK is not often thought of as a major source of machine tool technology, a number of UK firms continue to develop innovative products for metalworking manufacturing. One of these companies is the Precision Technologies Group (PTG) of Milnrow, Lancashire. PTG brands include Holroyd, Binns & Berry, Crawford Swift, PTG Heavy Industries and Precision Components. (The company is represented in the United States by RLH Associates Inc. of Monroe, North Carolina)
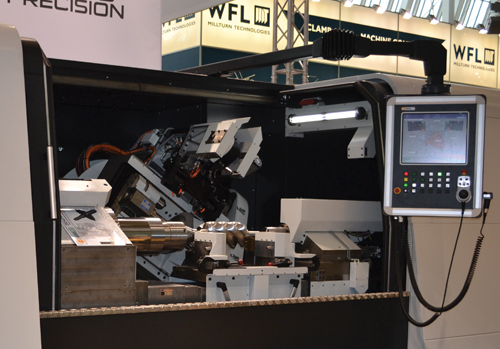
An example of PTG’s ongoing contributions to advanced manufacturing is the Holroyd Zenith 400 helical profile grinder introduced at the recent EMO trade event in Hannover, Germany. This grinder is reportedly the first to use all three grinding wheel technologies: aluminum oxide, plated CBN (cubic boron nitride) and vitrified (dressable) CBN. It has the capability to grind some of the largest rotors in the industry (as large as 420 mm in diameter). Other notable applications include refrigeration and air-conditioning components, air-compressor components, vacuum screws for semiconductor manufacturing and other complex helical shapes.
According to developers, the orientation of the axes and the layout of the guideways enabled an increase in overall length capacity without enlarging the machine’s footprint. Using a single-piece iron casting for the machine base with precision-ground linear guideways enabled arranging the guideways more flexibly. As a result, a two-wheel arbor with a wheel slide can be mounted with two non-dressable grinding wheels simultaneously. In addition, the main spindle offers speeds as fast as 6,200 rpm, and when required, a twin-wheel dresser is available for all types of dressable wheels. A live spindle-drum rotational axis provides sufficient angular capacity for grinding components with a zero lead angle, such as spur gears. With capability to access both ends of extra-long components, the drum-mounted probe provides continuous scanning of critical geometric features.
The company says it paid considerable attention to the development of the control unit and its user interface because customer studies indicated that software features needed to be simple and easy to learn in addition to being flexible and customizable. The result is a control system with software “wizards” that facilitate program preparation by prompting operators to follow a series of appropriate steps. Options to enter profile geometry and measurement data in either the axial or transverse planes help make these steps intuitive when programming complex rotor, worm or screw grinding. Automatic programming cycles include additional time-saving functionality. For example, the system automatically compensates for dressing disc wear during dressing cycles. Likewise, the profile grinding cycle offers optional probing and profile measurement with feedback for in-cycle profile adjustment.
Features that address environmental concerns also reflect prevailing trends. For example, a warm-up cycle mode enables users to maintain thermal stability without leaving the machine running idle for long periods of time. Auxiliary units, such as the coolant filtration and chiller system, can be switched into a sleep mode when necessary. Controlling coolant flow to avoid excessive use reduces heat generated from pumping and filtering the fluid.
Related Content
-
By employing advanced high efficiency milling techniques for the entire machining routine, SolidCAM’s iMachining technology can drastically reduce cycle times while vastly improving tool life compared to traditional milling.
-
Modern Machine Shop took an exclusive behind-the-scenes tour of an Amish-owned machine shop, where advanced machining technologies work alongside old-world traditions.
-
The forces involved in the milling process can be quantified, thus allowing mathematical tools to predict and control these forces. Formulas for calculating these forces accurately make it possible to optimize the quality of milling operations.