
High Speed And Torque: One Spindle Drive
Most metalcutting operations divide into one of two processing camps. First is the need to remove large volumes of material using high depth of cut and relatively slower feeds and speeds. On the other end of the spectrum is high speed machining, which calls for shallow depth of cut with correspondingly high rotational speeds and fast feed rates.




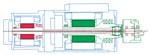
This cutaway shows the configuration of the duplex drive motor system.
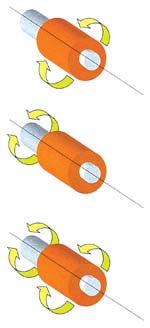
The duplex drive system allows three modes of operation. In the conventional mode, roughing and semi-roughing operations, heavy milling or other high torque requirements can be performed. In high speed mode, rotational speeds up to 30,000 rpm can be achieved. In the dual mode, each motor can be controlled for two-tool operation or to actuate dual function tools.

One housing carries two motors in this new duplex design. A high torque and high speed motor are mounted in tandem with independent, concentric drive shafts for each.
Most metalcutting operations divide into one of two processing camps. First is the need to remove large volumes of material using high depth of cut and relatively slower feeds and speeds. On the other end of the spectrum is high speed machining, which calls for shallow depth of cut with correspondingly high rotational speeds and fast feed rates. Basically, these two camps represent roughing and finishing operations.
For roughing, the idea is to get lots of material out of the way with less regard to dimensional accuracy or surface finish. When finishing, the job is to get the part to print size and surface specification as quickly as possible.



There are, of course, many shades of gray in between. In most shops, the need to perform what are fundamentally different operations often requires the use of two distinct machine tools—one for roughing and a second for high speed finishing. Moreover, there are occasions when having the ability to simultaneously combine high speed and high torque could solve some vexing metalcutting problems.
A new spindle motor design built by Technology & Trading Center (Lucerne, Switzerland) addresses the need for high torque, high speed and combinations of both in a single unit. It's called Duplex Drive System.
The new design combines two motors in a common drive unit. It uses two concentric shafts—one from each motor—that can run independently or in concert. Each motor is controlled through the machine tool's CNC. Individual shaft speed can be continuously controlled in a clockwise or counterclockwise direction.
The combination of the two motors in a common drive unit gives the machine tool extensive torque and speed capability in one spindle drive package. For high torque operation, the watercooled main spindle motor generates 420 Nm of torque with a maximum rotational speed of 12,000 rpm. Using the high speed motor, a rotational speed of 30,000 rpm can be programmed.
Using both motors to operate adjustable cutting tools, such as boring bars, allows for tool wear and size compensation to be performed in the cut. For example, in production work where tool stations are limited and tool changes time consuming, combination cutting tools can be used to drill and bore in a single pass. Each tool can be rotated at its optimum speed.
The toolholding interface is an HSK system that is compatible with most automatic toolchangers found on CNC machining centers. These are standard toolholders with the exception of a special gasket that is required to connect to the center spindle.
The main spindle shaft and high speed center shaft both rotate on ceramic bearings. These bearing packs are internally lubricated. A centralized cooling system circulates around the motor windings dissipating heat. Coolant pressure for the centralized system is 80 bar.
To take full advantage of the duplex operating system, the company has designed a line of cutting tools that operates off the two spindles. An angle head, for example, is driven by one motor and articulated by the second.
The duplex drive and tool system represents an interesting development in spindle technology.
For more information about the Duplex Drive and Tool System from Technology and Trading Center, e-mail duplexgmbh@bluewin.ch












Related Content

YCM Alliance Hits IMTS
YCM Technology has joined with other like-minded machine tool manufacturers to take a solutions-based approach to manufacturing.
Read More
How to Accelerate Robotic Deburring & Automated Material Removal
Pairing automation with air-driven motors that push cutting tool speeds up to 65,000 RPM with no duty cycle can dramatically improve throughput and improve finishing.
Read MoreRead Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
