
How To Handle Tall Wire EDM Work
Modular workpiece fixturing plays a vital role in this shop’s quest to win larger, more difficult wire EDM jobs.

Share









Phillips Corporation
Featured Content
View More


Phillips Corporation - Education
Featured Content
View More



This modular fixturing system for wire EDM allows quick change-overs and repeatable positioning of tall and thin parts.
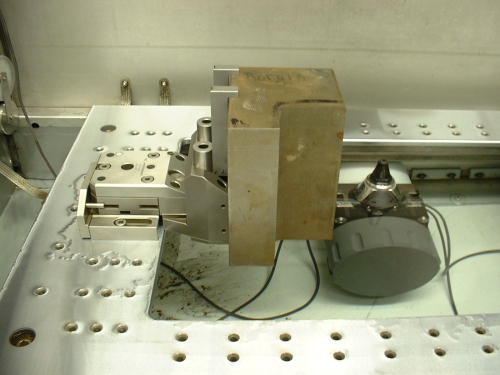
It also extends workpieces into the center of the machine to allow the wire heads access to more of the part.
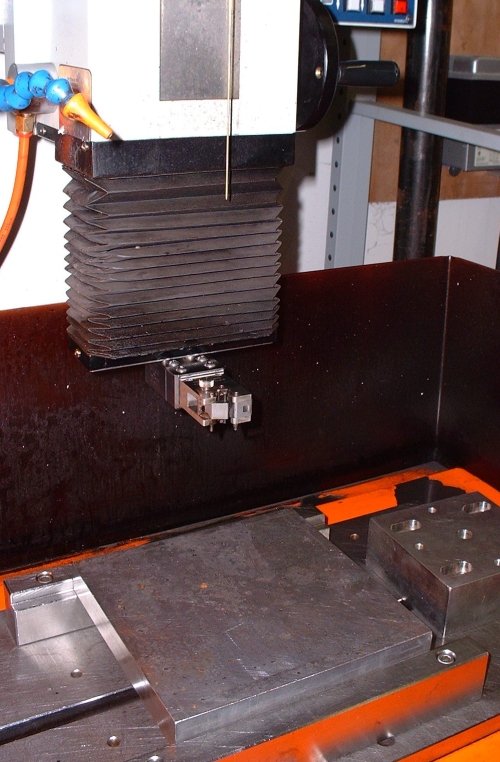
A mounting plate in the bed of this hole popper allows the machine to use the modular fixturing system.
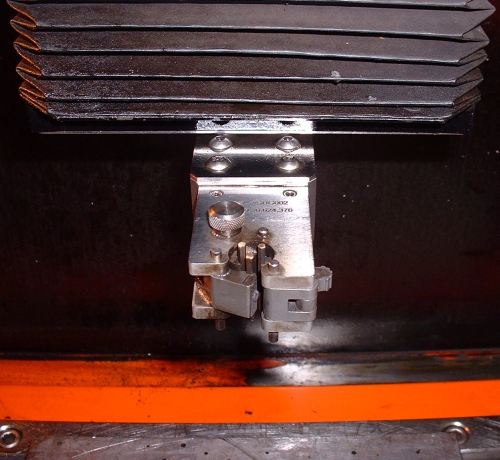
The machine also uses a universal rod guide to eliminate the need to stock many individual dies for various rod diameters.

Exceptionally large parts pose challenges for wire EDM. Almost every wire machine in this shop features autothreading capability. Good luck threading this part without it.

The robot access panel on this machine was removed and a tank extension was added to allow long workpieces to be fixtured.
Do what the others can’t. That’s been Extreme Wire EDM’s mantra from the get-go. Its owners realized that the key to succeeding in the EDM game was not only taking on the intricate jobs and large workpieces that their competition couldn’t handle, but also figuring out the processes and practices to make this a profitable niche. The owners have no qualms about paying a premium for advanced equipment because they know the payoff comes in the long run in the form of improved production. The strategy is working, as the company’s sales have increased by 25 percent every year since its start in 1998, and its customer list continues to grow.
Over the years, Karl and Brian Bernt, co-owners and brothers, have purchased machines with successively larger table sizes, noting a trend toward larger-sized mold work in the United States. However, having machines with the capacity to accommodate these workpieces is only one piece of the puzzle. Effective fixturing and quick job change-overs are equally vital, because an idle machine isn’t making money.



Reducing setup time is a common quest regardless of the machining process. Wire EDM, though, is unusual in that the center section of the machine’s worktable is hollow, allowing the heads to guide the wire through its cuts. The significance of this is that the cutting wire can’t reach the portion of a workpiece that’s in contact with the table. That means the workpiece will have to be flipped around and set up a second time to cut the previously inaccessible area. As Karl Bernt notes, such subtle nuances are lost on some mold makers who often think wire shops can just slap a mold block in a machine and start cutting.
For extremely large or long parts, there may be no alternative to clamping the workpiece directly on the table. Smaller components, on the other hand, lend themselves to a modular pallet fixturing system that Extreme uses with good results. This quick-change system offers a way to change out jobs in a matter of minutes, which increases the amount of cutting time for each machine. It also offers a way to extend the parts away from the table to allow, in some cases, complete machining in one setup.
Getting A Grip
Karl Bernt is a 15-year wire EDM veteran who, after working at a few different die shops, decided to start his own company. Extreme has classic garage roots: in this case, it was a functioning auto repair garage. In those days, it wouldn’t have been surprising to find Mr. Bernt spending the night there to wring more burn time out of the Robofil 290 that he purchased new from Agie Charmilles (Lincolnshire, Illinois). He soon bought out his partner, the garage’s owner, and moved to Grandville, Michigan. Mr. Bernt has leased the company’s current facility for the past 8 years and has no immediate plans to purchase his own building. As he explains, his rent is affordable and his machines are paid off, so he chooses to spend money on that which will make money.
Extreme currently has five Charmilles Robofil wire EDM units and one HD20 hole popper. Three of the machines are networked to allow fast part program loading and off-site machine monitoring. Four of the five wire machines have automatic wire threading and submerged cutting capabilities. No two machines are the same size, providing a means to best match part to machine.
The modular fixturing system fromHirschmann Engineering USA (Buffalo Grove, Illinois) can be used on any of these machines. Its three main components are clamping unit, pallet and vise. The clamping unit secures to existing tapped holes located around the machine’s table. The vise jaws, which install in the pallet, clamp the workpiece from the side (in the case of a horizontal vise) or on top and bottom (vertical vise). A locking mechanism in the clamping unit secures the pallet/vise/workpiece on the table to a positioning accuracy and repeatability of 0.002 mm (0.00008 inch). One or more clamping units can be located at any point around the table. When clamped, the pallet extends the part into the center of the table, where the cutting heads have a better chance of reaching the entire workpiece.
Each new job that will use the pallet fixturing system starts at Extreme’s tooling setup station. A fixturing system clamping unit is installed on the station’s granite table (shown in the photo on page 84). During setup, a pallet with vise is locked into the clamping unit and the vise jaws are tightened to grip the workpiece.
The vertical vises use twin jaws that adjust independently to clamp workpieces of various heights. Because the two jaws install into the pallet separately, they can also secure parts that may have different thicknesses at the clamping points. Mr. Bernt has worked with Hirschmann over the years to develop taller vertical jaws to hold thicker workpieces. Current versions can secure parts as tall as 115 mm and are rated at 66-pound capacity (though Extreme has installed parts as heavy as 100 pounds). Mr. Bernt is currently testing jaws that can secure workpieces as tall as 160 mm.
The decision whether to grip the part horizontally or vertically largely depends on workpiece geometry, profile to be cut, amount of extra stock the mold maker provided for clamping and where the part must be indicated. Clamping the workpieces vertically sometimes allows better access to a pick-off corner when indicating a new job. Horizontal vises may interfere with the machine heads and prevent the wire from accessing that location. This can also affect how much cutting can be completed, as heads must stop short of the vise to avoid collision. In this case, two setups would be required to machine the part. There are similar instances in which vertical jaws could obscure a section of the workpiece that requires machining, so horizontal jaws might be a better choice.
Burn Time
The shop schedules short-burn-time jobs for the daytime, then sets up jobs that have long burn times to run during the evening or weekend. A number of fixture clamping units can be installed around the table to allow setup of multiple jobs, but this typically isn’t done during the day. That’s because the programming time for multiple jobs would take much longer than a single job. The fixturing system makes it quicker to pull a completed job, drop in another, load a new part program and begin cutting. Off-hours unattended work, on the other hand, does lend itself to multiple parts set up around the table.
Some of the difficult jobs the company is going after involve drastic cutting angles, commonly required for slides in mold blocks or variable lands on dies. Sine tables mounted directly on the machine table could be used to deliver these angles, but then the benefits of the modular fixturing system would be lost. Mr. Bernt has modified the heads of three of the company’s wire machines to perform 45-degree cuts, which is approximately 15 degrees more than the machines originally offered.
The repeatable workpiece positioning of the pallet fixturing system is helpful when a customer has a “hot” job that must be turned around quickly. Extreme is able to stop a job that’s currently in process on a machine, drop in and cut the new job, and then install and finish the interrupted job. The shop added a mounting plate on its hole popper on which it could mount a fixturing system clamping unit. One way quick-change fixturing capability on the hole popper comes in handy is when, after starting a job on a wire machine, it is noticed that the customer forgot one of the start holes. Rather than removing the workpiece from the vise jaws and losing part position in the machine, the entire pallet/vise/workpiece assembly can be removed from the wire machine’s table and loaded into the clamping unit on the hole popper. Once the hole is added, then the entire pallet assembly can be dropped back into the clamping unit in the wire machine to complete the cutting job.
The hole popper has also been fitted with a universal rod guide to eliminate the need to buy dedicated guides for specific rod diameters, which would be expensive. The universal guide adjusts to various rod sizes, allowing Extreme to stock 40 different rod diameters (but not 40 different dies). To adjust for a new rod size, three rod fingers lock into position around the rod to guide it as it drills a hole.
Bigger Work
Extreme does machine workpieces that are too large to be used with the modular fixturing system and require conventional clamping methods. For unusually long parts, the company has removed the robot access panel from its Robofil 440 machine and fabricated an enclosure so that the machine can accept parts much longer than the table’s width. The quest to machine large parts is also one reason that nearly every wire machine has automatic threading capability. In cases such as the part shown above, threading by hand would be impossible. Automatic threading is also beneficial for workpieces that require multiple cutting operations to allow unattended machining.
Extreme uses stratified wire in three of its machines and recommended CC wire in its two CC machines. Though it is more costly than brass, stratified wire is used for most jobs because it cuts faster. Brass wire is used for parts taller than 6 inches because it can better maintain a straight, precise wall. Large-diameter wire typically allows the machines to cut faster, too, so the company uses 0.010-inch diameter wire for a variety of jobs. Wire thickness is limited by feature radius size.
Because taller parts create more debris and cause filters to clog faster, Extreme is a stickler for routine machine maintenance. In addition, cutting speed should be reduced and flushing pressure increased to flush out cutting debris. Mr. Bernt believes the secret to effective wire EDM is proper flushing. First of all, it washes away the waste material to better allow the wire to burn new material away. Second, it helps maintain wire straightness while cutting. Finally, it eliminates dry sparking conditions on non-submerged machines. Submerged cutting also helps in the flushing process to allow steeper taper angles and accurate contoured parts.
Friendly Advice
Mr. Bernt suggests that mold makers discuss the wire EDM portion of their project with their wire shop so that workpieces are prepped to facilitate the EDM operation. Some mold makers think they are doing wire shops a favor by removing a good deal of material from workpiece edges. This can actually do more harm than good. A wire cutting close to a part’s edge tends to vibrate, causing poor wall surface finish and drastically reduced cutting speed. At minimum, there should be 0.1 inch of stock around the edges to allow good flushing conditions for a quality finish, Mr. Bernt suggests. Also, it’s best that block sides be ground or machined at the very least. Saw cuts, he says, won’t cut it.








Related Content

How to Determine the Currently Active Work Offset Number
Determining the currently active work offset number is practical when the program zero point is changing between workpieces in a production run.
Read More
The Future of High Feed Milling in Modern Manufacturing
Achieve higher metal removal rates and enhanced predictability with ISCAR’s advanced high-feed milling tools — optimized for today’s competitive global market.
Read More
How a Family-Owned Tooling Company Competes with Global Giants (Includes Video)
Not ready to go digital? Consider this: With Siemens NX ecosystem, precision shop D’Andrea cut its programming time by 50% and is able to compete globally—even against industry giants.
Read More
The Power of Practical Demonstrations and Projects
Practical work has served Bridgerland Technical College both in preparing its current students for manufacturing jobs and in appealing to new generations of potential machinists.
Read MoreRead Next

WEBINAR: From Machine Data to Guided Action: How Modern Shops Are Closing the Execution Gap
In this webinar, MachineMetrics Product Manager Josh Fish is joined by Pindel Global Precision's Thomas Deslongchamps, for a candid look at what closing the execution gap actually looks like inside a precision machining shop.
Read More