
Human Capital
This shop’s attention to process improvement led it to recognize and appreciate the largest source of unrealized potential in the company: the employees. Now, employee improvement is a priority in the plant manager’s role, and training has become a systemized part of the process.
.jpg;width=70;height=70;mode=crop;format=webp)

Plant manager Luke Neils now thinks differently about his role, seeing himself less as a troubleshooter and more as a teacher. He appears multiple times in this composite photo, illustrating how informal training opportunities occur throughout the workday.

If a job needs multiple machine tools, the shop clears the necessary machines so that the operator can carry each piece from operation to operation. Running the job this way has proven more efficient than batching, not just because of reduced work-in-process inventory costs, but also because errors are discovered before they can lead to significant scrap or rework. Seen here is Progressive’s Erika Becerra.

Reengineering the shop’s workflow required detailed conversations among company leaders over the course of several months. Seen here from left to right are Tony Rante, Luke Niels and Dave Niels. They documented the shop’s previous process so they could use this as a starting point for diagramming the more efficient process they have since put in place.

Luke Niels aims never to solve a technical problem without explaining the solution to the employee involved. To provide for more open communication with employees, Luke recently moved his desk out of the office and onto the shop floor. In this photo, he is seen with David Niels, Jr. (his brother).

Formal training includes weekly programming classes. As business volume has increased, the shop’s limited programming capacity has become a serious bottleneck.
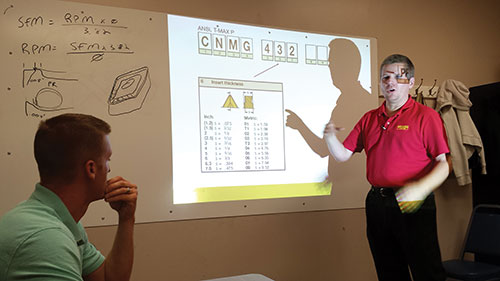
Vendors have also been invited into the shop to instruct employees. Sandvik Coromant productivity engineer Aaron Heider taught about cutting tool selection and application.



Name your shop’s most valuable resource. Is it the orders that have been booked? The equipment? No, the most valuable resource is the people.
That is not just the sensitive-sounding answer. In many shops, labor cost is the single largest category of production expense. But even where this is not the case, it remains true that only people can fill a customer’s order by carrying the job through to completion, and only people can put the shop’s equipment to use. The shop’s staff members are the greatest source of value in the shop, because they are the originators and enablers of all of the value the shop is able to add.



Yet how many shops have taken this line of thinking to the next logical step? Namely: If the employees are a source of value, is it possible to realize more of this value?
Have you looked at your own shop’s staff members in terms of how much more value they might be able to add?
Luke Niels says manufacturing employees are routinely underequipped to perform to their potential. He thinks this is true in almost every shop. It certainly has been true in his shop. An employee might be working with advanced equipment, but this same employee might lack the information, knowledge or skill needed to spot unusual errors, identify process improvements, or carry out his or her role to maximum effect.
All of those shortcomings represent valuable lost opportunities.
Mr. Niels’ shop is Progressive Turnings, a contract machining business in Aurora, Ill. He and his father Dave Niels run the business, which was founded by Luke’s grandfather. Things changed for this shop during the economic slump of 2008 and 2009, when this shop (like many others) faced an existential crisis. The company had to cut expenses sufficiently to be able to turn a profit on considerably reduced income.
Staff reductions alone would not be enough to meet the challenges. Mr. Niels says the only other thing he and his father could see to do was to save “a penny here, a penny here and a penny here,” all by eliminating one source of inefficiency after another. With that aim and that approach, the company leaders began a course of process improvement that, since then, has both streamlined and reinvented this shop. Recently, Progressive finished its most profitable year since before the downturn. Compared to 2008, the shop is now doing a higher business volume of more challenging work using fewer people. Mr. Niels says the impact of the attention to process improvement continues to surprise even him, and the transformation isn’t over yet.
But at some point, the focus of this transformation changed. Staff reductions had left fewer staff members overseeing a growing volume of work. In that situation, what each staff member is doing—and is capable of doing—becomes that much more important.
Meanwhile, the way that Mr. Niels himself was spending time proved to be a brake on the advance of the company. Instead of developing new business, he and his father both found their attention lost in troubleshooting daily production. Luke Niels was working at the shop daily from before dawn until after dark. He says his father helped him see that this was unsustainable. The work was valuable, but why couldn’t others in the company attend to it? Why couldn’t employees be raised to the level at which they could provide more of the initiative and problem-solving the process needs? Once the Niels appreciated this point—that is, once they appreciated the value waiting to be won through delegation—they recognized that underdeveloped employee potential was the greatest source of inefficiency still dogging this shop’s process.
That recognition changed the son’s entire conception of his own job. Today, employees are routinely invited to grow in their level of understanding. Formal training opportunities occur on a weekly basis, and informal training opportunities arise throughout the workday.
Mr. Niels now tries never to solve a problem alone and quietly. Instead, in addressing an instance of chatter, for example, he tries always to take the time to explain the solution to the employee who encountered it. As a result, the very way that Mr. Niels now spends his days has changed. He is less of a technician or troubleshooter now. He is more of a teacher.
Rejecting “Re-”
Mr. Niels often uses the convenient term “lean” to describe his shop’s transformation over the past few years, but other times, when he is speaking more literally, he resists using this word. “Lean manufacturing” refers to a specific set of disciplines and practices. He and his father, along with company engineer Tony Rante, did not set out to implement precisely those disciplines and practices. Instead, they set out to identify and eliminate wasted expense. The result has been a transformation that resembles lean in many ways—including a commitment to 5S and the creation of diagrams suggestive of value stream maps—but does not fit the definition formally associated with lean manufacturing.
Dave Niels says what they actually set out to do was eliminate anything starting with “re-.” Remachining, rework and rejects used to add significant cost to the process on an ongoing basis. To reduce production expense, these men decided to shift to a process tightly controlled enough that there would be no need to keep on accepting these costs. To accomplish this, they simply aimed to do the best they could to eliminate any potential for error that might lead to rework or scrap. Everything the shop implemented that resembles lean manufacturing arose from pursuing this straightforward goal.
In fact, in pursuit of efficiency, the shop owners decided they were willing to accept processes that appeared inefficient. They knew that batch machining was part of the problem the shop faced, because batches magnify the expense of any error. A machining error at operation 1 might affect every piece in a batch of hundreds before that error was discovered downstream at operation 2. Therefore, to avoid this kind of problem, the shop implemented a practice of running pieces only in order-size quantities. In the frequent cases in which a job requires operations on separate machines, this strategy entails carrying each piece from operation to operation, one by one.
Of course, manufacturing this way was easier to do back when business volume was low. The shop owners could grit their teeth and allow machines to sit idle while employees took care to ensure that every individual part was machined first at one machine and then the next. But as the shop owners accepted the counterintuitive concession of letting machines wait idle while employees focused on quality, something magic happened.
The shop witnessed that machining this way is actually the most efficient way to produce. This proved to be true even as business volume increased. In the past, the visual check on whether the process was performing well was to see how many machine tools were cutting. This seemed like a good measure. If all of the spindles were in the cut, then efficiency must be high—or so the thinking went. In truth, those busy spindles concealed wasted expense. During the time when the shop was moving big batches through the shop, those spindles were often busy making parts that were simply destined to be rejected. The cost of that waste does not even account for the inventory- and leadtime-related costs that batch production also imposed.
Today, by contrast, a part is run all way through its operations and inspected at the end of machining. If a part requires a series of machines, then all of those machines are cleared so that the job can be run piece by piece. If any error is discovered at the end, then the underlying cause of that error is located and addressed at once, even if that entails immediate machine maintenance, so that the error cannot repeat when the next piece is run. As a result of this approach, any quality problem will result in one piece receiving a high level of effort and attention, but only that one piece. In the end, this is a far more effective system than one in which an error leads to extra effort and attention being given to every piece in a batch of hundreds.
The Employee Opportunity
But now, back up to the shop’s realization that busy machine tools do not necessarily indicate a process running efficiently. To achieve real efficiency, the shop had to adopt a view that accepts that machines sometimes will be idle from active production. If the employees are even more valuable than the equipment, then shouldn’t something like this same principle apply to them as well?
It should, says Mr. Niels. An employee who is always busy but never growing in his or her ability to deliver value to the company is an underutilized resource, he says. Further, it falls to the employer to guide the employee into these worthwhile growth opportunities.
Mr. Niels says the traveler is perhaps the single item that best illustrates this point about the untapped opportunity. His shop, like many others, has put considerable thought into designing this shopfloor document so that it clearly captures and represents all of the information relevant to the progress of a job. However, the thinking that went into this document occurred in the office. Management designed it and discussed it in the office. Then, it was introduced into the shop and its use became established there. But does everyone in the shop know how to read the document thoroughly enough to understand and interpret all that it conveys?
In fact, does anyone in the shop possess this knowledge?
If they don’t, he says, then why don’t they? The production personnel are in a position to serve as the eyes of the company, monitoring every job as it moves toward delivery. If every employee can understand what the traveler says about the way the job is supposed to be, and can compare this to the way it actually is, then this level of knowledge becomes another safeguard protecting against expensive error.
Today, Mr. Niels says every employee has been taught how to read a traveler, and the company takes time to give this training to every new hire. Since adding training about the traveler as a formal and established part of the production process, Mr. Niels reports that “we never again ran a job to an outdated revision.” Problems like that have gone away.
From that starting point, Progressive has taken this idea much farther. Instruction in reading the traveler is now part of a larger training program. As the shop’s increasingly streamlined, lean-like production process started to take shape, it became clear that part of what the company needed was a culture change. Manufacturing each piece complete, without work-in-process batches, was arguably an even more bizarre development for the employees than it was for management, because management at least had a context for understanding why this change was valuable. Therefore, the company gave the employees this same context. All employees now also receive training in the rationale behind Progressive’s new production system.
Engineer Tony Rante joined the company in 2010. Business was on the increase by then, and the company owners needed someone in his role not only to help with meeting the programming demand, but also to help them secure, preserve and institutionalize the process improvements they had won. They realized that training would be key to this. Mr. Rante worked with the younger Mr. Niels to develop a curriculum that employees now follow. It consists of eight classes of about an hour apiece that either of them can teach. Existing employees have taken these classes, and each new employee is expected to take every class during the first year of employment. Topics range from general ideas in lean—the first class is an introduction to 5S—to very specific procedures related to Progressive’s methods for setting up and handling parts.
Mr. Niels and Mr. Rante say there are advantages to this teaching that extend even beyond the benefits of informing employees. Just developing the curriculum improves the process. Mr. Niels says, “Until you can document your process, you do not have a process.” He and Mr. Rante walked through the shop’s production operations looking for every step at which different employees carried out that step in considerably different ways. Every instance of this revealed a point at which a standard procedure needed to be defined and documented so it could be shared.
Another benefit of the teaching is the way it reinforces an attitude of mutual respect within the shop. The teaching is a way of deliberately taking the time to explain why the company has made the changes it has and why it is insisting on the disciplines it maintains. This may be an obvious point, but it is worth stressing, he says: People are more likely to follow procedures they understand. A point that is only slightly less obvious is this: People treated with value are more likely to deliver valuable work.
The hope now is for that value to grow. Dave Niels had a number of reasons for telling his son that he was working too hard, and that number of reasons was about to increase. Luke was a father of four whose wife was pregnant with their fifth. He needed to pull back, his father said, not just for the sake of his family, but also because his overwork was a poor foundation on which to build the business. To allow this pulling back, employee training was taken yet farther still. Today, employees are trained not only in the current needs of the process, but also with the aim that they will be a part of the advance of the company’s capacity and capabilities tomorrow.
A representative of Sandvik Coromant recently came in to teach Progressive personnel various aspects of applying cutting tools correctly. With this knowledge, employees will be better equipped to make tooling-related choices and respond to some tooling-related problems themselves, without Mr. Niels or someone from the office getting involved. Similarly, a representative from Tsugami will spend time with shop personnel. Mr. Niels has been the only one in the company who knows how to set up and program the nine-axis CNC Swiss-type lathes, but that will soon change.
For his own part, Mr. Niels is no longer one of those people from the office. Though he is spending less time at work these days, he is literally spending more time in the shop, because he has relocated his desk to the production floor. Whenever a problem occurs on the shop floor, he wants to teach the employee involved how to solve it. As difficulties crop up, or as employees need refreshers on the shop’s procedures, he holds informal, spur-of-the-moment training sessions. Having his desk on the shop floor helps to facilitate these opportunities, because this makes it clear to employees that the line of communication to him is open. Checking with him even about something small is an easy matter, because there is no door to open and no office environment to pass through. He is already in sight and easy to address.
In addition, some production employees responsible for setup are taking yet another class: a programming class Mr. Niels teaches every Friday. Programming remains one of the most limiting bottlenecks in the company. Increasing programming capacity will improve the shop’s responsiveness, and it will also set Mr. Niels free to pursue more business. Training once per week might seem slow, but after a year of the relatively unobtrusive weekly training, these employees will each have received 50 hours of programming instruction.
None of the employees receiving this training were originally hired to be programmers, so the question is worth asking: Can everyone who happens to be on staff advance to a higher level of skill and responsibility? Is this a given?
So far it is, says Mr. Niels. Every one of his employees who has been given the opportunity to do more has wanted to do more. Further, every employee given training has grown from this training and has been able to put it to use. If underused employee potential represents a source of value going unrealized, then Mr. Niels has yet to discover just how much value is still there to be obtained.
















Related Content

IMTS Takeaways From the Modern Machine Shop Editorial Team
The first in-person IMTS in four years left the MMS editorial staff with a lot to digest. Here are a few of our takeaways from the show floor.
Read More
DN Solutions Responds to Labor Shortages, Reshoring, the Automotive Industry and More
At its first in-person DIMF since 2019, DN Solutions showcased a range of new technologies, from automation to machine tools to software. President WJ Kim explains how these products are responses to changes within the company and the manufacturing industry as a whole.
Read More
Top Shop Builds Upon Employee Ownership for Future Success
In its quest to become the Fox Valley’s best-in-class employer, A to Z Machine has adopted an ESOP, expanded benefits and invested in apprenticeships.
Read More
Can Connecting ERP to Machine Tool Monitoring Address the Workforce Challenge?
It can if RFID tags are added. Here is how this startup sees a local Internet of Things aiding CNC machine shops.
Read MoreRead Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More