
Insert Geometry Doubles Hard Milling Throughput
Insert geometry can make a huge difference in throughput, as demonstrated by the gains this manufacturer realized by swapping tools in a long-reach slot-finishing application in hardened tool steel.

RCMM’s Zack Hilton (left) worked with Ingersoll’s Ondrej Lubinski (right) to find a more effective cutter for a hard-part slot-finishing operation. With the same shank as the previous tool, the Form-MasterV was a drop-in replacement that improved insert edge life and throughput.
With inserts that last four times longer than those of the previous tool, the Form-MasterV enabled the shop to run two parts at a time completely unattended. In contrast, previous tooling failed so unpredictably that the operation required 100- percent operator attention.

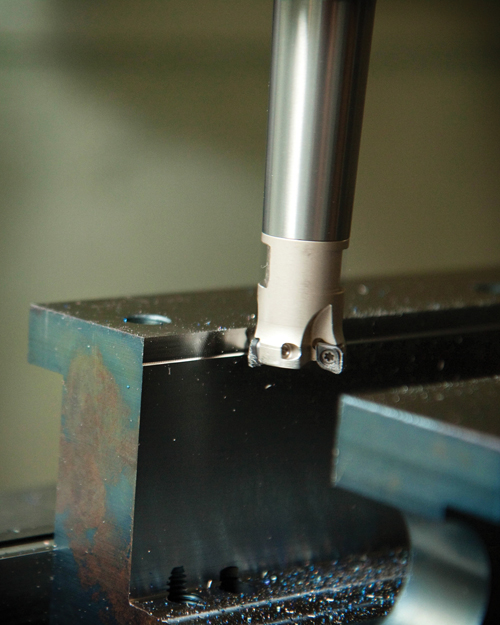
Once clamped in place, the inserts’ rhombic shape provides backdraft on the side and bottom of the cutter. Only the radius and wiper area engage in the cut, as opposed to the previous model, which presented the entire side of the insert. This enables more aggressive cutting parameters while still reducing lateral cutting forces.



















Related Content

A New Milling 101: Milling Forces and Formulas
The forces involved in the milling process can be quantified, thus allowing mathematical tools to predict and control these forces. Formulas for calculating these forces accurately make it possible to optimize the quality of milling operations.
Read More
Choosing Your Carbide Grade: A Guide
Without an international standard for designating carbide grades or application ranges, users must rely on relative judgments and background knowledge for success.
Read More
How to Mitigate Chatter to Boost Machining Rates
There are usually better solutions to chatter than just reducing the feed rate. Through vibration analysis, the chatter problem can be solved, enabling much higher metal removal rates, better quality and longer tool life.
Read More
Best Practices: Machining Difficult Materials
Cutting hardened steel, titanium and other difficult materials requires picking the right tools, eliminating spindle runout and relying on best practices to achieve tight part tolerances.
Read MoreRead Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More