
Crystallizing a New Approach to Today’s Turning Needs
A recently developed insert grade turns concepts for production turning operations on their heads. Shops cutting steel workpieces in high volumes may have to realign their thinking accordingly.


Predictability has become increasingly important in today’s machining, especially where there is limited supervision in production.

Sandvik Coromant’s GC4325 insert grade is targeted to high-volume turning operations in the ISO P25 category of steel workpiece materials.
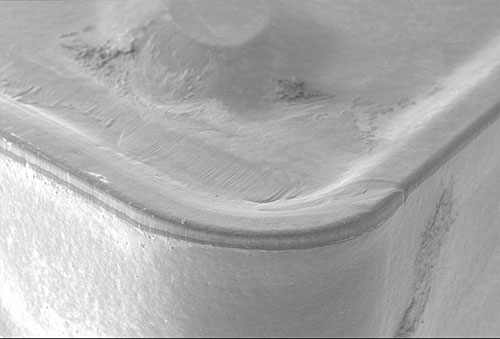
The ideal wear characteristics for any insert are slow, controlled flank wear and minor cratering on the face. Signs of discontinuous wear, such as edge chipping, flaking of the coating or plastic deformation, should be missing entirely. The enlargement of a worn GC4325 insert shown here exhibits those characteristics.
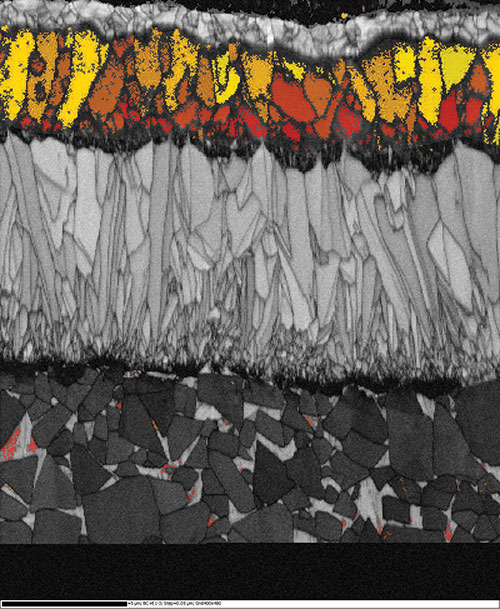
When the cross sections of the coating on carbide inserts are compared under a high-powered microscope, the difference in the aluminum oxide layers becomes apparent. The conventional aluminum oxide layer (indicated by the yellow-red band at the top of the image) on the insert shown here reveals a random orientation of the crystal grains.
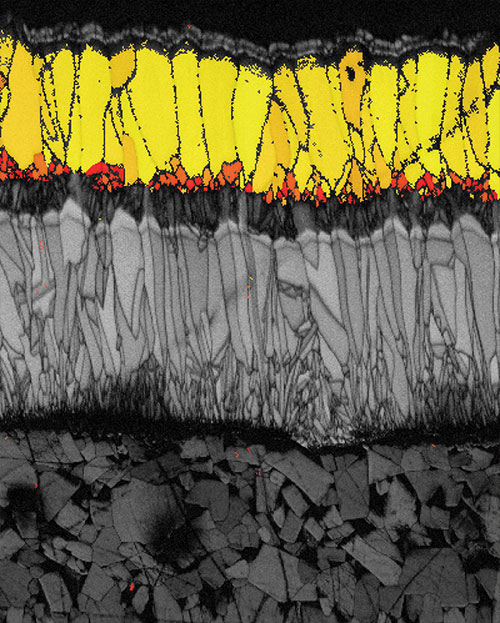
To the right is the newly developed aluminum oxide layer (indicated by the yellow band at the top of the image) on the GC4325 insert. This layer shows a unidirectional orientation of the crystal grains.

Magnification of the insert’s edge-line shows a uniform radius that promotes consistent, predictable performance of the cutting action. This edge is said to retain its sharpness longer and wear more evenly.



Engineering productive and profitable turning operations for common but demanding steel materials, such as the ISO P25 material classification, is a challenge. Steel workpiece materials in this category are found in a range of applications—from automotive parts to heavy-duty fasteners to aerospace components. Many of these parts are made in high volumes.
Because steels in this category are frequently encountered in high-production turning applications, process variables are critical—especially in the choice of turning inserts. Many factors must be addressed and balanced when selecting the insert grades intended to yield optimal results. In the past, process engineers made strategic trade-offs between material removal rates, tool life and risk of process disruptions.



Today, however, an overriding consideration often is how to accommodate processes that take advantage of turning equipment designed for low operator involvement. The operator may be present, but assigned to monitor and tend multiple machines. Or, the operator may not be present at all, having set up the machine for operation through an unattended shift, overnight or over the weekend. In these settings, the reliability and predictability of the cutting tool’s performance take on heightened importance.
Cutting tool manufacturers are well aware of these shifting priorities in production turning applications. This situation requires a new strategy for designing and producing insert grades that give manufacturers an advantage in productivity and profitability.
Sandvik Coromant, for example, has been focusing on promising developments in insert technology specifically targeted to P25 turning applications. The result of these development efforts—a new grade of turning inserts for P25 steels—is already in the hands of selected U.S. manufacturers as part of the company’s final field testing and evaluation procedures. The new grade is designated GC4325.
One of these manufacturers, GKN Walterscheid in Woodridge, Illinois, reports a significant gain in productivity with this insert grade. In one test, these inserts outlasted previous insert choices by 50 percent. (Sandvik Coromant indicates that these results are typical for the entire test group, which includes numerous shops in the United States and Europe.)
More important, this user is now evaluating how it can implement fundamental realignments in its approach to production turning. For example, GKN Walterscheid relies on machining cells consisting of multiple CNC turning centers that are intended to be monitored by only one or two operators.
“For certain critical turning operations that require frequent insert changes, we usually add an extra operator to keep up or react to unexpected tool failure. Inserts with reliably longer lasting cutting edges enable us to stick to one operator for every two or three machines,” says Scott Caskey, manufacturing engineering manager at GKN Walterscheid.
To say that this insert grade turns concepts for production turning on their heads is more than a figure of speech. Developers at Sandvik Coromant accept this characterization because the most innovative feature of this grade is how the grain structure of the aluminum oxide crystals in the coating are arranged. This helps create a cutting edge that is both exceptionally long-lasting and highly predictable in its wear patterns.
A long-lasting cutting edge and controlled wear rewrites the formula for turning operations in this workpiece material. It greatly lessens the negative trade-off between metal removal rates and tool life, thus making many turning operations significantly more productive. Likewise, it makes these operations more compatible with automated, lightly supervised machining resources.
One User’s Initial Tests
GKN Walterscheid was given the opportunity to test Sandvik Coromant’s GC4325 grade inserts in July. GKN Walterscheid is a division of the UK-based GKN Group and a leading manufacturer of driveline and attachments systems primarily for farm equipment. A high mix of steel and ductile iron components are produced in the company’s 140,000-square-foot building, where about 190 people are employed.
Although the new grade is intended for P25 steels, GKN Walterscheid was encouraged to test the inserts on a turning application in which cutting tool performance was particularly troublesome. Team Leader Luis DeAnda suggested testing the inserts on a facing operation that finishes the bottom surface of a driveshaft yoke. The yoke is produced in 80603 ductile iron. “Surface finish and part size are critical for this operation,” explains Mr. DeAnda. “We produce this yoke in large volumes. Typically, the facing operation runs on Mazak turning centers in six-machine cells.”
The problem with this facing operation was that insert edges were set to be indexed after four hours of cut time, but after two or three hours, results with the inserts became unpredictable. Edges on the inserts, a GC4215 grade, often lasted the full four hours to produce approximately 80 pieces, but oversized parts or poor surface finish began showing up frequently after only two hours of cut time. In response, a third operator, if available, was assigned to monitor this operation in the cell. The main duty of this operator was to change inserts when premature wear was detected, Mr. DeAnda reports. “If an extra operator wasn’t free to help, inferior results on the facing operation jeopardized subsequent machining operations, creating a chain reaction that led to reduced tool life in those operations as well,” Mr. DeAnda explains.
When the GC4325 inserts were substituted on this facing operation, edges consistently produced 120 parts, a 50-percent increase, at the same speeds and feeds. “We were changing these new inserts because of flank wear, not because the edge-line was chipping or dulling,” Mr. DeAnda says. It was clear that the new inserts were undergoing wear in a controlled and predictable manner. This gave Mr. DeAnda confidence that the facing operation did not require the special attention of an added person tending the cell.
Most recently, GKN Walterscheid began testing the GC4325 inserts on workpieces on a heat-treated 1045 steel workpiece. This part, a heavy-duty driveshaft yoke, requires turning operations that include an especially difficult interrupted cut. Depending on the batch size, the part runs on one or more Mazak turning centers equipped with a dedicated two-jaw chuck. The machines are arranged in a cell.
“We’ve been reluctant to treat this interrupted cut as an operation that allows the operator to walk away,” Mr. Caskey explains, “So when this part is in production, it gets special attention in scheduling.”
Initial tests show that the new insert provides 45 to 55 percent improvement in edge life, depending on trial settings of speeds and feeds to optimize results. More importantly, performance of the new grade indicates that it is especially tolerant of the repeated impacts created by an interrupted cut. “We are close to finalizing the machining parameters that make this operation one that doesn’t need close watching,” Mr. DeAnda adds.
Overall, results such as these confirm that this new grade provides superior results because it is resistant to discontinuous (and therefore uncontrollable) wear patterns, and undergoing mainly flank wear and some crater wear. “This means the edge-line is holding out for the life of the insert and that we can safely run more turning operations in our lightly manned cells,” Mr. DeAnda concludes. Mr. Caskey concurs. “With our machines arranged in cells, every boost in turning productivity is magnified, especially when fewer operators are needed to keep the cells running,” he says.
Understanding Insert Wear
According to developers at Sandvik Coromant, the GC4325 grade achieves its effectiveness because it is designed to tackle the mechanisms leading to premature breakdown. Essentially, this requires engineering the insert’s substrate, coatings and post treatment to limit continuous, controllable wear and eliminate modes of discontinuous wear.
When an insert undergoes only continuous, controllable wear, its performance will be consistent and predictable. In contrast, discontinuous wear is caused by scattered, discrete events such as the appearance of a surface crack, plastic deformation or flaking of the coating. The effects of discontinuous wear are difficult or impossible to control.
Researchers say that to be successful, turning operations in the P25 steel range must address and balance many factors. Of utmost importance is maintaining the condition of the edge-line. Unless the edge-line remains intact, rapid breakdown occurs, resulting in unacceptable parts and loss of machining security.
Designing a turning insert grade for steel in the P25 classification is particularly challenging because both the material and applications vary widely. The operations involved include roughing and finishing on out-of-round or near-net-shape cast or forged workpieces. Steel materials in the P25 range may be unalloyed or highly alloyed, with hardness values that differ substantially from one end of the range to the other. For a single insert grade to perform in the face of these many variables, it must have certain characteristics. For example, fracture resistance is paramount, as is a cutting edge possessing the hardness to resist plastic deformation induced by the extreme temperatures encountered in P25 cutting zones. Furthermore, the insert coating must adhere tightly to the substrate. If the coating fails to stick, exposed substrate deteriorates rapidly.
Observation of insert behavior finds that the optimum wear pattern for any insert is controlled flank wear because it protects cutting edges. Flank wear is caused by abrasion of the clearance face below the edge-line. The abrasion results from the passage of the chip as it forms during cutting action. Flank wear is the natural depletion of material, and is acceptable to the extent that other wear modes are kept in check.
Another common wear pattern that is controllable is cratering. Crater wear occurs in steel turning because of heat and pressure. Like flank wear, some crater wear is acceptable to the extent that it does not weaken the cutting edge.
Ideally, a turning insert grade for P25 should exhibit only limited flank and crater wear and avoid all other wear modes.
New Grade Crystallizes
Sandvik Coromant is calling the GC4325 a notable achievement in insert technology because the company has been able to give the grade properties unattainable with previous manufacturing methods. These properties, the company contends, account for the insert’s advantages in P25 steels.
Although the anatomy of a GC4325 insert is remarkably complex, a simplified explanation rests on three main points about its “inner workings.”
1. The insert consists of a carbide substrate, a layer of TiCN (titanium carbonitride), a layer of Al2O3 (aluminum oxide) and a layer of TiN (titanium nitride). In this regard, GC4325 does not differ from many other multi-coated carbide inserts offered by this and other manufacturers.
2. How the substrate and coatings are combined involves proprietary innovations developed in Sandvik Coromant’s R&D centers. Product engineers say these manufacturing methods create an advantageous synergy among the insert’s features. You cannot disturb or remove any of their properties without diminishing the total effectiveness of the insert.
3. The most important feature of the insert’s structure stands out as exceptional and original. This is the nature of the crystalline structure within the layer of aluminum oxide. In this structure, the crystals are arranged unidirectionally with the longest facets in a near parallel position. In addition, all of the crystals are oriented with the densest atomic plane toward the cutting surface. This “heads up” orientation makes the aluminum oxide layer very hard, so it resists wear exceptionally well. At the same time, this orientation enables this layer to act as a barrier to heat from the cutting zone. The dense atomic plane nearest the surface deflects heat into the chip and coolant. Meanwhile, heat that is absorbed by the insert is readily conducted to the less dense atomic planes nearest the TiCN coating, where it dissipates into this coating and the substrate underneath. By preventing the buildup of heat, this layer forestalls plastic deformation because the surface of the insert does not get hot enough to lose its original shape.
Understandably, Sandvik Coromant is not divulging many specific details about the techniques by which the aluminum oxide layer is induced to form this unique crystalline structure. Mia Pålsson, product manager for the GC4325 grade, explains that successful production of these inserts hinges on advanced control of the chemical vapor deposition (CVD) process that forms each layer of the coating.
Ms. Pålsson also notes that three other aspects of the manufacturing process contribute to or support the functionality of the special nature of the aluminum oxide layer. For one, the structure of the carbide substrate features a gradient zone that acts as a thin outer layer that is slightly softer than the inner core. This layer acts like an impact-absorbing padding for the coated layers. The inner core of the substrate, however, retains its tough, wear-resistant properties derived from the fine grains of tungsten carbide and cobalt binder.
For another, the company has developed methods to produce an edge-line with a highly uniform radius. With most known methods on the market, this radius varied as much as ±15 microns from the normal. Now, the deviation band is less than one third as wide. Greater uniformity enhances predictability of edge performance and helps it retain its sharpness.
For a third, the top surface of the finished insert is subjected to a final “post treatment” that smooths and blends its texture while removing the TiN coating where it is not needed. In addition to producing a smoother, “crack-free” texture, this treatment alters residual stress between coatings and substrate. Tensile stress is reduced; compressive stress is enhanced. The result is tighter adhesion between the remaining coatings and substrate.
A Many-Faceted Prospect
Sandvik Coromant officially introduced the GC4325 insert grade at EMO in Hannover, Germany in September. The announcement focused on its benefits in P25 applications. These applications cut across many industries and represent a significant market for coated carbide insert grades. However, the challenges associated with these applications are not unique to production turning applications. Advances in this area have significant implications for many other machining processes that use coated carbide inserts, including milling and other categories of steel or iron workpiece materials.
The developers are also enthusiastic about this introduction they believe the new manufacturing techniques involved can be applied to other grades to create equally significant productivity gains. Company officials did not indicate in which direction they will take these developments in the short term. Clearly, they intend to emphasize products that address the needs arising from the changing environment in manufacturing.
More than ever, shop managers are aware that increasing output while lowering labor input is the most effective way to boost productivity. Profits naturally follow.
















Related Content

Selecting a Thread Mill That Matches Your Needs
Threading tools with the flexibility to thread a broad variety of holes provide the agility many shops need to stay competitive. They may be the only solution for many difficult materials.
Read More
Best Practices: Machining Difficult Materials
Cutting hardened steel, titanium and other difficult materials requires picking the right tools, eliminating spindle runout and relying on best practices to achieve tight part tolerances.
Read More
New Modular Tool Options for Small Spindle Milling
Tooling options have been limited for small spindle milling applications. Now modular, indexable systems are available that provide broad flexibility to get the right cutter for the job with less inventory and at lower cost.
Read More
All-Around Mill Improves Productivity and Cost for Valve Job
Adopting a mill with a double-negative rake and pockets compatible with multiple insert geometries enabled Progressive Metal Service to increase feed and lower scrap rates for a valve.
Read MoreRead Next


3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More