
Larger Equipment Helps Expand Vision
The largest vertical-capacity Carl Zeiss CMM in the Western hemisphere and four large boring mills from MAG Giddings & Lewis prove critical to machining massive wind turbine components at Three-M Tool and Machine.

A 10-foot-tall gearbox housing undergoes final inspection on Three-M’s MMZ-G CMM.
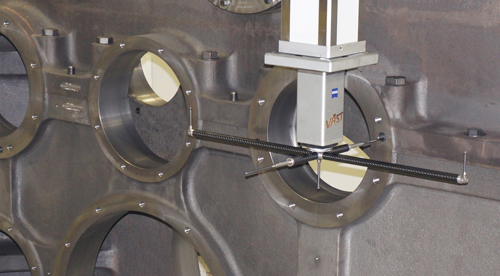
Able to accommodate styli as long as 800 millimeters and as heavy as 600 grams, the MMZ-G’s Vast gold probe enables the company to measure deep into the forward housings.



Mike Gray, quality manager at Three-M, says he appreciates the machine’s Calypso software because it simplifies programming. “In one window, you are able to check and change probes, clearance groups, retract distances and many other settings,” he says. “The ability to change settings on whole groups of features at once saves time and helps check the program for any errors before ever even having a part on the machine.”
The company had its eye on more than just one contract when it invested in the new equipment, and in the years since, that investment has paid off, Mr. Medwid says. He recalls one instance in 2010 when two employees from ZF Industries visited the shop to review its capabilities for producing gearbox housing prototypes. “After two hours they called their boss and said to quit looking because they had found their new supplier,” he says. “I believe that having the Zeiss CMM gave them the confidence in our commitment to quality, and along with our new G&L machines, our processing, and our ability to build our own fixtures, that won the business.”












Related Content

Building an Automation Solution From the Ground Up
IMTS 2022 provides visitors the opportunity to meet with product experts to design automation solutions from scratch.
Read More
A Case for Combining Workholding with Optical Scanning
Automotive dies and die inserts are often complex, one-off parts with little room for error. Integrity Tool's investments in modular workholding tools and 3D optical scanning have allowed the company to create niche capabilities for its CNC machined parts.
Read More
Parts and Programs: Setup for Success
Tips for program and work setups that can simplify adjustments and troubleshooting.
Read More
4 Ways to Establish Machine Accuracy
Understanding all the things that contribute to a machine’s full potential accuracy will inform what to prioritize when fine-tuning the machine.
Read MoreRead Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More