
Long-Lasting Inserts Break Drilling Bottleneck
Allied Machine & Engineering’s Gen3sys XT high-penetration drilling system helped this small job shop alleviate a drilling operation bottleneck and realize significant time and cost savings.


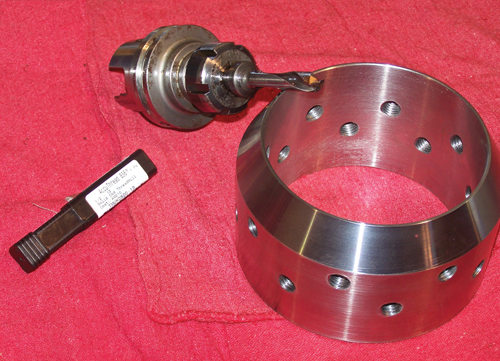
On the stabilizing ring job, the Gen3sys XT inserts completed approximately 10 times more holes than the previously used cobalt stub drill at a much faster penetration rate. When the inserts do need to be changed, the process is easy and fast, Mr. Ramirez says. He simply aligns the flats on the insert with the flats on the ears of the holder, slides the insert into the precision-ground locating pocket and adjusts the two supplied Torx Plus screws to the recommended torque value.

Rickey Ray Ramirez, owner of R-Cubed Precision Machining LLC, removes burrs from a recently machined stabilizing ring.

The initial part order called for 1,500 stabilizing rings, each of which was machined from barstock on Mr. Ramirez’s Mazak Integrex 200Y turn-mill. The Gen3sys XT drilling system was essential in cost-effectively machining the 16 tapped holes on each part.
After creating the holes with the Gen3sys XT drill from Allied Machine & Engineering, shown here, all the holes on each part were threaded using Allied’s AccuThread solid carbide thread mill.
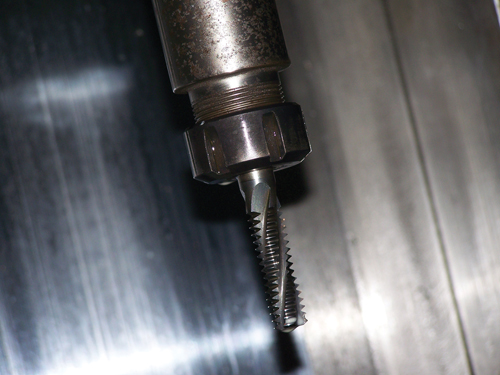
The AccuThread’s proprietary AM210 coating has a formulation similar to that of the coating used on the Gen3sys XT inserts.



















Related Content

Walter Offers New Solid-Carbide Taps for Blind-Hole Machining
Walter’s TC388 Supreme and TC389 Supreme feature patent-pending cutting geometries that fully shear off the root of the chip when reversing, thus minimizing torque peaks.
Read More
New Modular Tool Options for Small Spindle Milling
Tooling options have been limited for small spindle milling applications. Now modular, indexable systems are available that provide broad flexibility to get the right cutter for the job with less inventory and at lower cost.
Read More
How to Turn Machine Shop Downtime Into Process Expertise
To take advantage of a lull in business, JR Machine devised a week-long cutting tool event that elevated the shop’s capabilities with aerospace alloys.
Read More
Walter Extends Line of Precision Boring Tools
The new boring tools employ modular components such as cartridge holders and extensions, which are matched to the system, utilize an extensive range of indexable inserts suited for precision boring and can be used for all material groups.
Read MoreRead Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More