
Mission To Mars: CAM System Aids Rover Production
This California-based shop machined parts for the Mars Science Laboratory (MSL) rover. GibbsCAM CAM software’s modeling functions and toolpath verification capabilities played a key role in its ability to effectively machine these critical components.
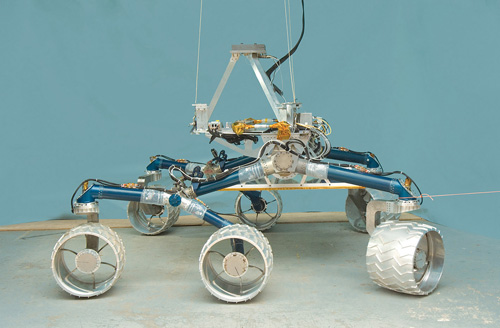
“Scarecrow,” a test model for NASA’s Mars Science Laboratory, is used to evaluate mobility and suspension performance. Rotor housings sit atop the two-piece, C-shaped strut weldments. Clearly visible above the rightmost wheel, both components were produced by Next Intent.
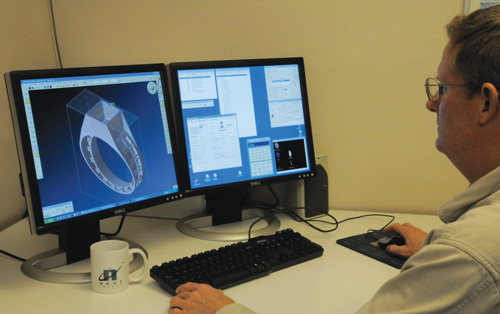
Galen Moyer, Next Intent programmer, uses GibbsCAM to program a rotor housing for the Mars Scientific Laboratory. With a dual-monitor setup, Mr. Moyer can use one screen for geometric and toolpath display and the other for parametric and user-input panels.
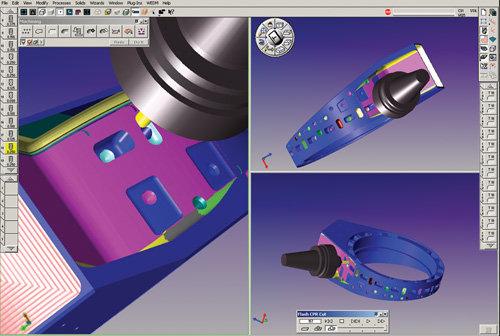
GibbsCAM enables programmers to choose multiple perspectives for display. Here, the Mars Science Laboratory rotor housing undergoes toolpath verification with Cut Part Rendering. For easier visualization of multiple operations, each operation can be displayed in a different color.
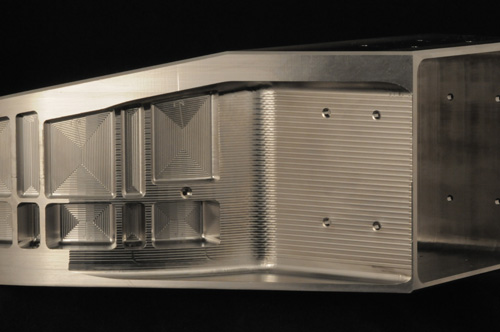
The 6AL-4V titanium housing required machining some features to tolerances as tight as ±0.001 inch. To reduce weight, the component incorporates radial pockets, which are visible in this close-up view. When creating these pockets, programmers used GibbsCAM to control profiles, wall thicknesses and surface texture with step-over values.



Shop owner Rodney Babcock says he relishes the challenges of manufacturing complex, difficult-to-machine parts for the aerospace and defense industries. "Everybody knows there will be challenges, nearly insurmountable deadlines and the possibility that a project will get complex. We thrive on that," he explains. "It elevates us to new levels, and our employees, knowing their role in a successful project, gain a lot of pride."
The enthusiasm of Mr. Babcock and his 28 employees is understandable—parts produced at his 8,500-square-foot California shop, Next Intent, have withstood extreme environmental conditions millions of miles from Earth. As a supplier to NASA’s Jet Propulsion Laboratory (JPL), Next Intent manufactured components for Spirit and Opportunity, robotic vehicles that have been exploring the surface of Mars since 2004 and endured long past their expected life spans. In 2007, JPL provided the shop with a similar opportunity—manufacturing parts for the Mars Science Laboratory (MSL) Rover, which is scheduled for launch in 2011. In both projects, GibbsCAM CAM software played an important role in the shop’s ability to machine these vehicles’ complex components to stringent tolerance and surface finish requirements.



According to JPL’s Web site, the MSL Rover aims to establish whether the red planet has (or has ever had) conditions conducive to supporting microbial life. To do so, it will incorporate a laboratory that will analyze the chemical composition of rocks and soil and transmit the data back to Earth. The nearly car-sized vehicle is larger than either Spirit or Opportunity, and it is expected to travel farther and faster than the two previous rovers during its year-long mission (that’s a Martian year, which amounts to 687 Earth days). To date, Next Intent has produced components for the vehicle’s soil-scooping mechanism as well as a rotor housing and titanium strut weldments used to connect the wheels to the chassis.
However, the shop hasn’t always machined parts like these. In 1996, when Mr. Babcock opened Next Intent in San Luis Obispo, his goal was to become an upper-echelon supplier of complex, titanium components to the semiconductor industry. Beginning with his previous employer, which became his first customer, Mr. Babcock had some success in this endeavor. Soon after, though, he sought to diversify and expand into new areas as a hedge against the cyclical nature of the semiconductor business.
An opportunity to do just that presented itself in 1998, when the company accepted a job to make fuel pump components for an aircraft supplier that taught the shop a lot about aerospace and defense. Later that year, Next Intent machined its first components for JPL. The company began with non-flight parts before earning its way into more complex components and finally critical flight parts.
In 2000, the company began work on its first Mars rover job. To take on this difficult work, the shop had to quickly ramp up its capabilities. An investment in GibbsCAM’s SolidSurfacer and five-axis modules facilitated a move from three-axis machining and two-axis turning to simultaneous, multi-axis machining with five-axis positioning. By demonstrating the ability to machine the rovers’ complex aluminum wheels, titanium hubs and suspension system parts, the shop elevated its reputation and attracted additional customers, Mr. Babcock says. "Those wheels were the best ‘brochure’ we could make," he explains. "By the time we completed that project, semiconductor work was minimal, and we were deeply immersed in aerospace and military projects."
GibbsCAM played an equally important role in effectively machining components for the MSL, which will launch in 2011. Specifically, the shop found the software’s modeling functions and toolpath verification capabilities especially beneficial. Moreover, adding Gibbs’ multitasking module enabled the shop to take full advantage of the capabilities of one of its newer machines, a multi-spindle turn-mill center, for producing other part families (for information on the multitasking module, see the sidebar below).
One component the shop produced, the rotor housing used to connect the MSL Rover’s wheels to the chassis, is made of 6AL-4V titanium and measures roughly 3 3/8 × 8 1/2 × 10 1/2 inches. With many features that required close tolerances and narrow thicknesses, the part required roughing, stress relieving and finishing operations. To minimize setup, all machining was performed on an OKK VP400 machining center with a fourth-axis rotary table from Kitagawa. The stock was fixtured on the rotary axis, which provided 360-degree access to the top and sides. The part was then flipped and roughed from the bottom, then mounted on a spud-type fixture that indexed on an ID for finishing operations.
The first step in manufacturing the rotor housing was to prepare the model and develop tool paths. GibbsCAM can import models directly in many types of CAD formats—a valuable feature for Next Intent because the shop’s various customers tend to use different CAD programs. JPL sent Next Intent a STEP model, along with the 2D drawings. The STEP model was imported into Solidworks, then saved as a Solidworks model. Galen Moyer, Next Intent programmer, then imported the Solidworks file directly into GibbsCAM and began to study the model and determine a manufacturing sequence. The modeling functions in GibbsCAM enabled him to create tool paths that can accommodate both conventional and custom tool profiles.
After creating the tool paths, the shop used GibbsCAM’s Cut Part Rendering feature, which allows programmers like Mr. Moyer to view a simulation of the machining process as it will happen on the plant floor and detect collisions or other potential problems. Mr. Moyer can render tool paths against the stock and tooling at any time during the process, whether after completing a single operation, a series of operations or the entire program. "I can do that anytime, so I don’t have to wait to have the whole program," he says. "I also use the original part model as the stock and run the program against that. There may be uncut, gouged or overcut areas, which look different from one another."
According to developer Gibbs & Associates, this feature is especially useful because it can be initiated "on the fly" without any prior setup. Conditions are set when the file is created and retained throughout, so reconfiguration with each rendering is not required. Additionally, rendering can be done in a variety of formats, including solid, wire frame, edges only and solid with edges. Other capabilities within the rendering process include rapid cut, transparent stock, cut-part analysis and geometry overlay.
Cut Part Rendering is a "really strong point" of the software, Mr. Moyer says. "It’s a powerful confirmation and diagnostic tool, and I absolutely rely on it for accuracy."
















Related Content

How Integrated CAD/CAM Transforms Inventions Into Products
The close connection between CAD and CAM is what links creative ideas to practical production for this unique custom manufacturer.
Read More
When to Use Custom Macros With a CAM System
Custom macros can offer benefits even when using a CAM system to prepare programs – but must be implemented with the right considerations.
Read More
Can ChatGPT Create Usable G-Code Programs?
Since its debut in late 2022, ChatGPT has been used in many situations, from writing stories to writing code, including G-code. But is it useful to shops? We asked a CAM expert for his thoughts.
Read More
IMTS Takeaways From the Modern Machine Shop Editorial Team
The first in-person IMTS in four years left the MMS editorial staff with a lot to digest. Here are a few of our takeaways from the show floor.
Read MoreRead Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More