
Moldmaker Experiments with Hollow Mold Inserts as Alternative to Conformal Cooling
A plastics manufacturer with in-house moldmaking explores a different option for applying additive manufacturing to making mold tooling.
.jpg;width=70;height=70;mode=crop;format=webp)
This article was the cover story for Modern Machine Shop's April 2016 issue. Subscribe here.

The experimental mold core seen here was sawed in half after use to reveal the hollow space inside. PTI sees promise in hollow mold inserts as a means of improving cooling to achieve shorter cycle times in injection molding.

This hollow core’s performance was compared to that of the standard version of the same tool, which is used to mold a piece for a medical device.

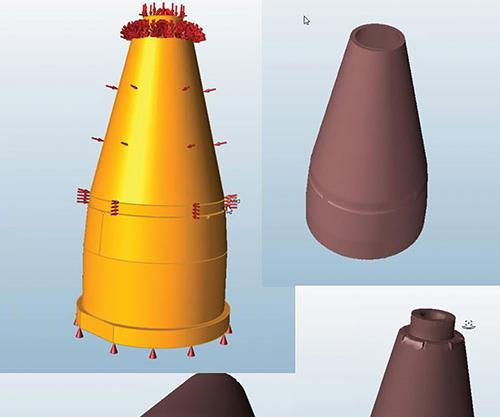
Here are three different options for cooling the core. The tool currently used in production uses straight, drilled holes to carry water for cooling (above left). By contrast, additive manufacturing makes it possible to grow inserts with conformal cooling channels that follow the form of the insert (below left). But PTI thinks additive might be better applied to grow inserts that allow the cooling fluid—either water or carbon dioxide—to fill a hollow space (above right).

PTI services its own tooling needs with in-house mold machining capabilities. One possibility the early test results suggest is that additive manufacturing might become another routine moldmaking resource for the company.
To design a new type of mold insert, PTI needed a new design tool: topological analysis. The software used was Inspire, developed by Altair.



Where does additive manufacturing make the most sense? That is, in what applications can a 3D printing or digital layering approach to creating a part deliver important advantages over the part-making processes that are widely used today?
Manufacturers are still discovering the answers to this question. With additive manufacturing, we are still at such an early stage in its advance that the complete scope of its uses is not clear. Part of the challenge is that today’s manufacturing processes work well for today’s parts. The best applications of additive generally involve parts designed for additive, including parts that can’t be made any other way. In short, part of what has so far held us back is imagination, or the lack of it. We haven’t yet thought of all the parts that can take full advantage of what additive can do.



One company that can testify to this is PTI Engineered Plastics of Macomb, Michigan. This maker of injection-molded plastic parts is nothing if not imaginative—it applies in-house mold engineering and mold machining capabilities to overcome sophisticated injection molding challenges for automakers and medical device makers (among others). And yet, PTI only recently came to the realization that it was not being innovative enough in its exploration of the promise of an additive process for making injection mold tooling.
For more than a year, the company experimented with injection mold inserts made through additive manufacturing to include conformal cooling. That is, on a powder-bed metal additive manufacturing machine, mold inserts were generated to include curving internal cooling channels that replace the typical drilled holes. The result was improved cooling of the mold, because the channels made this way could follow the mold’s contoured surface. In general, though, the result was not enough cooling improvement to justify the cost of making inserts this way in place of machining them. And yet, Scott Kraemer, PTI’s directing manager of new technology, says the problem with this comparison was that even conformal cooling is still beholden to established methods and assumptions for making molds.
He couldn’t see this at the time, he says. But as he eventually came to realize, using channels to convey water for cooling is part of the way molds are “supposed” to function. He wondered, did those channels even have to be there?
Here is an alternate idea: Instead of employing channels, the mold insert could be hollow. The cooling medium could fill its inner volume. Just as additive manufacturing could grow an insert with curving internal channels, it could also grow an insert with open internal space. Indeed, growing “nothing” as the internal geometry would be preferable to growing channels, because additive manufacturing could produce the hollow form more quickly and cheaply than producing the more nearly solid part.
To be sure, the notion of a hollow mold insert is strange. It was strange to Mr. Kraemer when the idea first occurred to him. A hollow insert is lightweight. That seems wrong. Molds need to withstand the high pressure of injection molding, so tooling has to be heavy and substantial—or so it was previously thought.
PTI recently ran an important test. For an injection mold core about 7 inches tall related to a medical device, mathematical analysis suggested that a thin-walled hollow version of this core could provide the needed strength. Trusting that analysis, PTI 3D printed this hollow core in tool steel so that it could be tested for making production parts.
During the testing, Mr. Kraemer says the molding machine operator was attentive to say the least. He was ready for the lightweight insert to crack under the pressure of molding. But the tool did not crack. It held and it worked—and in fact it worked well. Even in spite of some problems that were discovered in the course of this initial test, the hollow mold tool worked effectively enough to demonstrate that this idea is not only sound, but promising.
A basic point about injection molding is that much of the cycle time to make the plastic part is cooling time. Therefore, bringing improved cooling to the process directly achieves higher productivity. In the test run with the hollow mold, this new tool’s cooling effectiveness permitted a molding cycle time of 41.5 seconds versus the 46.5 seconds that had previously been accepted for this part. That level of improvement is comparable to what an identical core with conformal cooling might have achieved, even though that core, which is more solid, would have required much more metal and time to produce in an additive process. And Mr. Kraemer says some obvious potential improvements revealed by the first test are likely to decrease the molding cycle time still further.
It’s early, he says. It is too soon to draw conclusions. The company has tested just this one core. To learn more, it needs to test many more hollow inserts for many different shapes and sizes of molded parts. However, when that initial trial run ended for the first hollow mold tool, Mr. Kraemer says he was aware that he had witnessed a potentially important new option for making mold tooling, and the way that PTI might be making many more mold inserts in the future.
CO2 Cooling
For this first experimental insert, there was also another important detail of the process. Hollowness was half the story. The other half was the cooling medium. In the trial run, the hollow core was filled not with the usual mold cooling fluid, water, but instead was filled with liquid carbon dioxide.
Experimentation with CO2 is actually what led PTI to the leap of making the insert hollow, Mr. Kraemer says. For a long time—months if not an entire year—the company pursued additive manufacturing and CO2 cooling without realizing that these might be related areas of exploration.
A portable, programmable CO2 delivery system is provided by Linde, a company known for industrial gasses. This system was not developed for molding, but in PTI’s vicinity, a local Linde employee who once worked in plastics made the connection to the cooling needs of this industry. That contact reached out to PTI, which saw the same promise and began to test the system.
PTI’s evaluation of this cooling revealed that it was effective for cooling small and troublesome details of a mold. However, anything beyond spot cooling seemed impossible, at least initially, because the cooling effect comes from phase change rather than fluid flow. The liquid CO2 becomes gas when it hits atmospheric pressure, absorbing heat at the moment of this change. Sending liquid CO2 through the long cooling channels of a mold would therefore accomplish little. To cool an entire mold surface, Mr. Kraemer says there would have to be some way to expose the entire inner volume of the mold tool to a blast of CO2 all at once. That was the line of thinking that led him to the insight about replacing an insert’s channels with an entirely open inner volume.
Now, the hollow mold concept has renewed PTI’s interest in additive manufacturing. Using additive to realize conformal cooling was proving challenging in multiple ways. First, the powder metal cost and the long build times tend to make conformally cooled inserts expensive. Also, Mr. Kraemer says adjacent channels curving in parallel along the mold surface produce bands of hot and cold that sometimes warp the part.
He adds, “And how do you keep all those curving internal channels clean?” Free, that is, of both contaminants and rust. For conformally cooled inserts, the company has not found an easy and effective way to do this.
Hollow molds address all these problems, he says. Because they are hollow, the material cost is less. Build time is also less—between one-third and one-half the additive build time of an identical tool featuring internal channels. The cooling effect is more uniform across the mold surface. And while there are still entry and exit channels for the cooling fluid that need to be kept unobstructed, these are straight and easy to clean.
In the trial run of the first hollow core, CO2 as the cooling fluid arguably worked too well, Mr. Kraemer says. The polymer being molded demanded a minimum temperature of 140°F. Pumping liquid CO2 into the core threatened to cool the surface lower than this. PTI therefore held back on the CO2 during this test, allowing the mold to become hot for a span of time before the cooling was introduced to the cycle. But even at this, rapid cooling from the high temperature resulted in the injection molding process’s material runners sticking to the sides of the plastic part. PTI was therefore limited to cooling only fast enough to achieve a 5-second cycle-time improvement. The potential for much faster cooling will be available once the company can engineer a solution to the runner problem.
Another difficulty discovered in the initial test: The cooling effect was most concentrated at the tip of the core, while the very bottom of the core insert remained too hot. Mr. Kraemer says the problem here might have been that the inlet did not deliver CO2 to the optimal depth. Or, the problem might have been that CO2 was not the appropriate cooling medium for this core after all. This unusual cooling method did lead PTI to the hollow tool idea, but it is not essential for using a hollow tool. It might be that filling the hollow space of this insert with water actually represents the better way to cool this part.
The Significance of Seconds
Again, it’s still early. Additional testing will further refine the hollow-mold idea. And adoption will improve the cost-effectiveness, because PTI will get better prices for powder metal once it begins to buy more of it.
Mr. Kraemer says one objection he has heard to the potential promise of hollow mold inserts is that the resulting level of savings in molding cycle time is not important. Those savings are meaningful only on high-volume molds, but for molds making shorter runs, the value of a few seconds per plastic part is not significant.
He says the flaw in this objection is that it misses the full scope of what he thinks PTI will ultimately be able to offer to its customers. He does not see this improved approach to mold cooling as being just a niche solution. Instead, he sees this as being potentially applicable to practically any molding job. If future testing of this idea goes as well as the first test did, then he can envision finding the optimal hollow volume of each mold insert becoming a standard part of mold engineering for each job. Along with this, he can see both water and CO2 being considered as the cooling fluid choice for any given hollow tool.
It is true, he says—a few seconds per cycle do not mean much for just a low-volume job.
But a few seconds per cycle will make a dramatic difference for PTI’s costs and capacity once practically every job is realizing this benefit, because practically every job is running with a radically different type of mold.
















Related Content

For This Machine Shop, Licensing Is the Answer to the Inventor’s Dilemma
Machine shops are natural inventors, but not necessarily suited to supporting and marketing a product. This Minnesota shop with an invention related to micromolding will share it through licensing.
Read More
Cimatron's Updated CAD/CAM Software Streamlines Mold Design
Eastec 2023: Cimatron V16 includes a clean new user interface and increased automation for faster mold design, electrode creation and NC programming.
Read More
Best Practices: Machining Difficult Materials
Cutting hardened steel, titanium and other difficult materials requires picking the right tools, eliminating spindle runout and relying on best practices to achieve tight part tolerances.
Read More
Grob Systems Inc. to Host Tech Event With Industry Partners
The 5-Axis Live technology event will highlight new machining strategies for optimizing the production of complex medical, aerospace and mold/die parts.
Read MoreRead Next


3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More