
More Turrets, More Tools, Less Cycle Time
On this model, the builder is arranging spindles and tool turrets to reduce cycle time, although flexibility stands to gain as well. The result, the company says, is a turn-mill that can offer cycle times comparable to those acheived on a multi-spindle automatic.





This is definitely not a typical turned part, yet it was completed in 6.7 minutes on the TNX65/42. This aluminum base plate (55 by 23 by 120 mm) was machined on all six sides with three turrets.
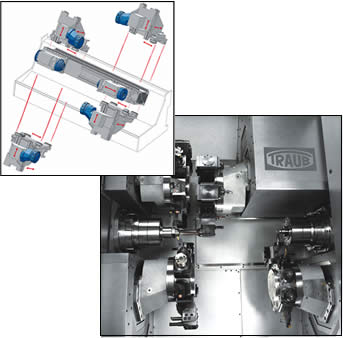
Modular construction allows the installation of as many as two upper and two lower turrets.
In the last decade or so, no type of machine tool has evolved more rapidly or more drastically then the turn-mill machine. The TNX65/42 from Traub, part of the Index Group (Germany and Noblesville, Indiana) shows a shift in the design of these machines. Whereas the focus had been on flexibility (combining operations to finish a part in one pass), designers are now emphasizing productivity. On this model, the builder is arranging spindles and tool turrets to reduce cycle time, although flexibility stands to gain as well. The result, the company says, is a turn-mill that can offer cycle times comparable to those acheived on a multi-spindle automatic.
The TNX65/42 is basically a twin-spindle machine with two to four tool turrets. The main spindle and counter spindle are mounted on the front face of a box-shaped slide guideway structure. The upper and lower faces of the guideway structure allow one or two turret carriers to be installed modularly as independently operating units. Each turret module can have three-axis capability when the optional Y axis (±40 mm of travel) is added.



Thus, a “fully-loaded,” four-turret configuration allows any of the four turrets to be allocated to either spindle. As many as three tools can be in the cut at either spindle at one time. For example, three turrets could be milling/drilling on one spindle while the fourth turret does milling or turning on the opposite spindle. The fourth turret could also be used to support shaft work when an adapter in a tool station acts as a live center, thus putting all four turrets to work on one spindle. Two-on-two is also possible—that is, upper and lower turrets could engage each spindle simultaneously.
Each turret has 10 tooling stations. Put dual tool holders in each station, and the machine has as many as 80 tools at its disposal. This addresses the issue of limited tool capacity, which has been a weakness of some turn-mill designs. Two other features are worth noting. The unusually wide swing in the Z direction of each turret module allows the use of extended-length tools. Likewise, the lower turret(s) can move a tool 32 mm (1.125 inch) past the center line of the spindle. This means that holes can be drilled on the face of a part without repositioning it.
The machine can handle bar, chuck or shaft work. The spindles can be supplied with either a 42-mm (1.7-inch) or 65-mm (2.6-inch) bar capacity and chucks that handle parts 160 mm (6.3 inch) or 175 mm (6.9 inch) in diameter respectively. Maximum shaft length is 650 mm.
Related Content
-
Inside the Premium Machine Shop Making Fasteners
AMPG can’t help but take risks — its management doesn’t know how to run machines. But these risks have enabled it to become a runaway success in its market.
-
CNC Machine Shop Honored for Automation, Machine Monitoring
From cobots to machine monitoring, this Top Shop honoree shows that machining technology is about more than the machine tool.
-
Threading On A Lathe
The right choices in tooling and technique can optimize the thread turning process.








