Move to Single-Pass Honing Cuts Stator Scrap
This automotive Tier 1 supplier reduced scrap on its variable valve timing (VVT) stator bores by replacing roller burnishing operations with a Sunnen VSS-2 single-stroke honing machine.

The VSS-2 model used to finish VVT stator bores at Cloyes Gear and Products’ plant in Subiaco, Arkansas, features four spindles. Each takes a single pass, using diamond honing tools to progressively remove 0.003 inch (0.076 mm) of material. The company produces approximately 4,000 of these parts per day.
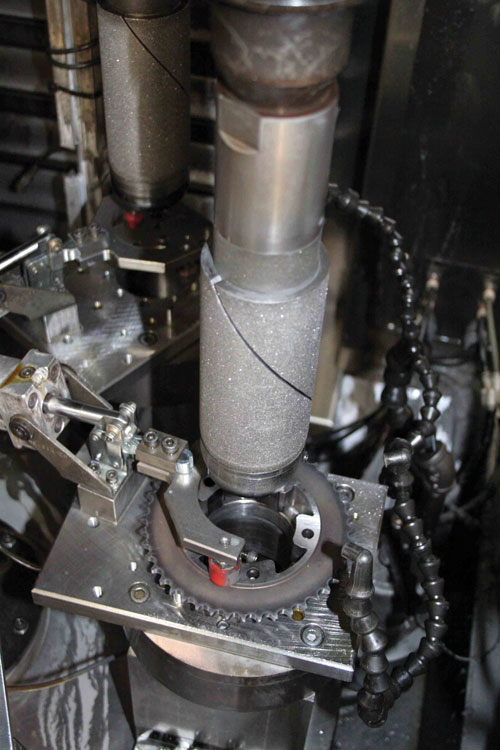
The segmented bore is finished to a roundness of 50 microns and total tolerance of 80 microns.

To improve productivity and durability, the VSS-2 is equipped with a standard 7.5-kW (10-hp) spindle motor, a cast iron spindle carriage, a thermal-resistant composite base, and a thick steel tooling plate. According to Sunnen, the precise, independent alignment of the spindles produces better bore geometry compared with machines that use an “average” alignment for all spindles.



VVT stators measure 23 mm long and 84 mm in diameter.)












Related Content

Siemens and Mahle Partner to Develop Wireless EV Charging
Mahle will contribute its experience as an automotive supplier and Siemens will use its expertise in the field of charging infrastructure to develop wireless charging stations for electric vehicles.
Read More
DN Solutions Responds to Labor Shortages, Reshoring, the Automotive Industry and More
At its first in-person DIMF since 2019, DN Solutions showcased a range of new technologies, from automation to machine tools to software. President WJ Kim explains how these products are responses to changes within the company and the manufacturing industry as a whole.
Read More
Eliminating Automotive Defects Per Million With Automated Visual Inspection
This automotive manufacturer virtually eliminated PPM defect complaints after implementing an automated visual inspection system at its facility.
Read More
Arch Cutting Tools Acquires Custom Carbide Cutter Inc.
The acquisition adds Custom Carbide Cutter’s experience with specialty carbide micro tools and high-performance burrs to Arch Cutting Tool’s portfolio.
Read MoreRead Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More