
One Stop Milling, Drilling, Turning And Grinding
Many shops, in an effort to reduce the handling of workpieces and get takt times (time spent in the cut) as low as possible, are looking to streamline this traditional hurry-up-and-wait process scheme.





A variety of tooling schemes can be applied using the gang tool carrier design. Turning, drilling, boring and grinding can all be performed in a single part handling. The second spindle picks off the workpiece from the first to allow back-working operations.

Here are some samples of workpieces that can be well applied to the Hardpoint machining concept.
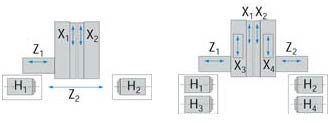
These schematics show the modular design of the Hardpoint machine. In the first, two opposing spindles can process a single workpiece complete or two blanks at a time. The concept can be scaled up, as shown in the second drawing, to accommodate four spindles for high volume production.
Conventional metalworking practice suggests that processing hardened, precision, parts-of-rotation should be done in proper order. Blanks are first cut to length. Next they are loaded into a turning center and turned down to a point where "grinding stock" remains. Depending on the part, there may be an intermediary stop at a machining center. From the lathe and mill, these parts, now accounted for as work-in-process, go to heat treat for hardening. When they get back, it's off to the grinder for completion.
Many shops, in an effort to reduce the handling of workpieces and get takt times (time spent in the cut) as low as possible, are looking to streamline this traditional hurry-up-and-wait process scheme. One popular method has been to hard turn and/or hard mill the workpiece. Starting with pre-hardened stock and a rigid turning center and machining center, hard turning/milling allows shops to throughput work directly from the lathe and mill to the grinder. It bypasses the heat treat step.



In production, the challenge comes in matching the output of turning centers and machining centers to the processing capacity of grinders. Generally, it takes more grinders to keep up. So a shop either puts in a bank of expensive grinders or lets the process run unbalanced, in which case the WIP bogey rears it head.
Enter an unconventional approach to processing hardened, precision workpieces. It is represented by a machine tool design called Hardpoint. Developed by Erwin Junker Machinery, Inc., the machine concept looks at combining different, stand alone machining operations onto a single platform. In a nutshell, the idea is to handle a pre-hardened workpiece blank once and get a complete turned, milled, drilled and ground part—ready to ship—out at the end of the cycle.
Junker builds grinders. The Hardpoint design starts there with a rigid base and tool carrier. The machine has a fixed main and movable secondary spindle. The secondary spindle is able to directly pick-off from the main to perform back-working operations.
Impetus for the Hardpoint concept came, as is so often the case in metalworking, from an application. The parts needed to be turned, bored, reamed, drilled and face ground. The tolerances for the face grinding operations were tight—the flat and parallel callouts were under 10 microns print tolerance. The CPK was pegged at 1.67 standard.
As the application engineers wrestled with reducing grinding cycle time and the number of machines needed for production, they began to formulate the idea of combining separate operations onto one machine. Keeping the parts on one machine immediately solved a big concern for this application, namely, tolerance stack-up error. If the conventional processing sequence of turn, mill and grind was used, each part would need to be qualified and oriented perfectly on the grinder to meet the final size tolerance. For several millions of parts a year, that's a bunch of handling.
A set of gang-type tool carriers was designed and fitted with turning tools, live milling cutters, and an innovative grinding head that does double duty for drilling. An independent gang tool carrier services each spindle. The gang tool holding platform gives flexibility to change the tooling scheme as needed.
Moreover, the concept is modular and can be scaled up to accommodate four main spindles. With that flexibility, the machine can be set up to run one or two parts complete, or it can process two or four parts at once. For applications that need multiple operations, combining them on one machine instead of moving them around the shop may be worth consideration.












Related Content

Choosing Your Carbide Grade: A Guide
Without an international standard for designating carbide grades or application ranges, users must rely on relative judgments and background knowledge for success.
Read More
How to Tackle Tough Angled Pocket Milling With Two Tools
Milling a deep pocket with a tight corner radius comes with unique challenges, but using both a flat bottom drill and a necked-down finishing tool can help.
Read More
Emuge-Franken's New Drill Geometry Optimizes Chipbreaking
PunchDrill features patent-pending geometry with a chipbreaker that produces short chips to control machining forces.
Read More
Walter Launches New Solid Carbide Drill
The DC118 Supreme solid carbide drill provides high rigidity against deflection, superior centering accuracy and four margins with corner chamfers.
Read MoreRead Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More