
Portable Drill And Tooling Combination Solves Fabricator's Dilemma
Jackal Fabrication (Whitehall, Michigan) is accustomed to meeting time schedules, bidding competitively and striving to achieve quality workmanship. Its founder and president, Jack Budde, along with Bryan Hughes, partner and CFO, and Vice President Bob McCann have extensive experience in steel fabrications for structural and ornamental projects.




Pictured here are some of the completed holes and two of the "slugs" created using the combination of Rotabroach annual cutters; the HMD505 magnetic drill with a 2-inch cutter; and the pressurized coolant system with a 4-inch cutter.

The first 2-inch deep hole is cut using a 2-inch Rotabroach cutter. A 4-inch extended reach cutter is used to complete the hole through the 4-inch thick plate.
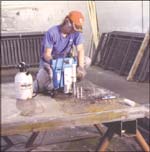
A worker drills on one of the 5-foot 6-inch square plates. Note the finished "slugs" created by the annular cutters from the finished holes.
Jackal Fabrication (Whitehall, Michigan) is accustomed to meeting time schedules, bidding competitively and striving to achieve quality workmanship. Its founder and president, Jack Budde, along with Bryan Hughes, partner and CFO, and Vice President Bob McCann have extensive experience in steel fabrications for structural and ornamental projects. The company has put up the structural components of a college student center and has supplied the stairways and railing for municipal water treatment facilities. It was also involved in the railing work—more than a half mile of black railing and perforated stainless steel panels—on a pedestrian bridge leading to Chicago's newly renovated Soldier Field.
One of the company's recent projects includes a new food and beverage service pavilion, measuring 28 feet by 48 feet, fabricated and installed at Chicago's Grant Park. This job called for drilling 60 holes, and it almost came to a halt at one point.



"The park authority came up with a plan to use the area of the outdoor skating rink during warm spring, summer and fall months," explains Mr. McCann. "The plans included a small band shell and a semi-permanent food pavilion structure, which would remain throughout the warm periods and would then be removed during the ice skating season." The challenge was to securely anchor the pavilion without damaging the rink's coolant lines, which are imbedded in the concrete base.
"The plan was to construct a foundation using 14 steel plates placed on top of the concrete rink base, to which the structure's columns would be bolted," he continues.
The steel plates were made from 4-inch thick plate, and eight plates were 5 feet 6 inches, with six 4-foot plates. The 14 columns of the structure were to be attached to the plates, one column per plate. To secure the columns with the bolts, the company needed to drill four 1 1/16-inch diameter holes through each plate and one hole each in four plates, for a total of 60 holes.
"The plates weighed about 4,900 pounds and 2,600 pounds respectively, making it difficult to move to the machines; we didn't have equipment large enough to handle the job," says Mr. Budde. "There was the option to ship the job out, but that would've been costly. Time was also an issue because the entire project had to be completed in 4 weeks."
Jackal Fabrication found a way to solve its dilemma by working with Hougen Manufacturing (Flint, Michigan) and one of its distributors, Lake Welding Supply (Muskegon, Michigan). Using Hougen's two-speed HMD505 portable magnetic drill and its Rotabroach annular cutters, the company incorporated a two-tool approach. With this approach, a standard size cutter was used for the initial operation, and then an extended reach and depth-of-cut tool completed the hole through the 4-inch material. According to the manufacturer, these extended reach cutters are typically suited for applications in which drilling two aligned holes in the flange areas of Ibeams, square tubing or a channel is required.
The HMD505 features a customized quill- feed arbor design that is designed to provide a fast and smooth feed into and throughout the cut, especially in deep hole drilling. This configuration virtually eliminates the need for gib and slide adjustments.
The drill's holemaking capacity is 2 3/8 inches in diameter, with a 3-inch depth of cut. This was problematic because the typical depth of cut of this model and its corresponding tooling was not sufficient to drill through the pavilion's base plates.
Lake Welding Supply's Tom Krause and Hougen representative Bill Otero suggested the dual cutter idea as an economical solution. The application was then completed in a two-step operation. The first step involved drilling the 11/16-inch diameter holes to a 2-inch depth using one of Hougen's standard-length cutters. In the second step, the 4-inch depth cutter was installed in the drill's arbor. The mounted cutter was then fed into the hole simultaneously as the drill was lowered into position on the plate and the holes were completed through the material.
The drilling operation took about 1 hour per plate, which included about 40 minutes of actual drilling time to complete all four holes, tool change-over and positioning the drill.
"This degree of productivity would have been difficult to attain even with the largest of machine tools," Mr. McCann notes. "Considering the time frame, we had no alternative."
The drill's electrical ratings include 1,680 W, 14 amps and 50/60 Hz, combined with two-speed gearing (250 and 450 no-load rpm).
To augment the drilling power of the HMD505, the Rotabroach annular cutters cut round holes that are virtually free of burs, the manufacturer says. The cutters are available in sizes from 7/16 inch to 2 3/8 inches and in 12-mm to 51-mm diameters, with the option of 1-inch, 2-inch or 3-inch depths of cut. The extended reach cutters are available in 4-inch depth of cut, with sizes ranging from 13/16 inch to 1 3/16 inches in diameter. A 6-inch depth of cut version with 13/16-inch to 1 1/16-inch diameters is also offered.
According to Mr. McCann, the pressurize coolant option played a significant role in the application. While keeping the tools lubricated, it reduced heat buildup through the depth of the cut and also aided in chip evacuation deep in the cut.
"The drilling operations were completed with little wear to the tools," reports Mr. McCann. "Our installation crews travel to job sites with at least one portable drill for field work, and now we won't be without one in the shop."












Related Content

Form Tapping Improves Tool Life, Costs
Moving from cut tapping to form tapping for a notable application cut tooling costs at Siemens Energy and increased tool life a hundredfold.
Read More
10 Ways Additive Manufacturing and Machining Go Together and Affect One Another
Forget “additive versus subtractive.” Machining and metal additive manufacturing are interconnected, and enhance the possibilities for one another. Here is a look at just some of the ways additive and machining interrelate right now.
Read More
How to Tackle Tough Angled Pocket Milling With Two Tools
Milling a deep pocket with a tight corner radius comes with unique challenges, but using both a flat bottom drill and a necked-down finishing tool can help.
Read More
New Machining Technology Works With Old to Restore WWII Submarine
A set of donated boring bars that can be used in a 1954 boring head will enable volunteer machinists to recreate a pair of binoculars for the USS Pampanito.
Read MoreRead Next


The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More