
Reaching New Depths And Greater Accuracy
Just when you thought high speed machining or hard milling would steal the best applications from ram-type electrical discharge machines, linear motor technology is taking "sinker EDM" to levels unattainable with any other metal removal process.



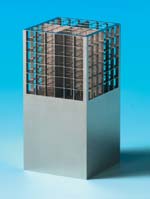
This sample shows the precision that can be held with linear motor EDMs. The webs on this piece are only 0.005 inch wide and would be distorted if auxiliary flushing had to be used. This part would be impossible to machine on either a non-linear motor EDM or on a machining center.

The precision fit of the above part was attained with only one skim pass and a 18 rms surface finish.
Mike Province, the vice president of Clarich Mold (Westchester, Illinois) had planned to take a vacation over the Christmas holiday but that was not going to happen. He needed to burn one more mold on his CNC ram-type (sinker) EDM. The electrode, about 4 inches wide by 6 inches long, had complex geometry and deep ribs. Instead of using those four vacation days, Mike got stuck at the shop "babysitting" the EDM process—constantly adjusting the cutting conditions and the flushing ports. Almost a year later that same job came through the door again, only this time, Mr. Province burned the job on his new EDM with linear motors. Instead of spending four days burning the mold, he spent only 15 hours. The new machine completed the job faster because it did not require any special flushing setups.
Adapting linear motors on machine tools has created a lot of interest in the last few years. This interest was apparent at Chicago's International Manufacturing Technology Show in September 2000. Several major machine builders including Cincinnati Machine, Mazak and Sodick unveiled various types of machines with linear motor drive units. Other manufacturers of servomotors or control units such as Fanuc, Mitsubishi Electric, Yaskawa and Siemens also displayed linear motor technology.



Understanding Linear Motors
Linear motors are not a new invention. Rather, they are an innovative adaptation of an existing technology. It is, in fact, the very same technology that propels roller coasters and bullet trains to record speeds in Japan. What makes the current linear motor units so intriguing is their entry into mainstream machining operations. Many industry observers believe that linear motors will have a dramatic impact on the design of machine tool axis motion, outmoding the present technology much like CNC did to control systems a few years ago.
Linear motors are rather simple. On a CNC ram EDM, two series of magnetic plates are mounted on the Z-axis quill, along with fixed magnetic coils on each side of the axis. The basic components of a linear motor are shown in Figure 1. A linear scale with very fine resolution is mounted to the Z-axis quill in order to detect axis movement location. As the control signals the Z axis destination, electrical current is introduced into the copper coils, which are adjacent to the magnet plates. The resulting difference in polarity between the plates propels them in opposite directions. Because the one set of plates is fixed, the other set is driven rapidly along its path. The more current that is introduced, the faster the moving axis will travel. The Z axis can travel more than 1,400 ipm, or nearly 22 times faster than a traditional ballscrew equipped EDM.
No Backlash
With conventional motors, before any movement is realized, the electrical motion (rotation) must be converted into mechanical (linear) motion through the use of belts, gearboxes or ballscrews. All of these conversions introduce issues of mass, inertia, backlash, lag-time, overshoot, friction and heat. Even in the case of direct-drive systems (where the motor-shaft is mounted directly to the ballscrew), it must first overcome the mass, inertia and friction of the ballscrew mechanism before it encounters the mass, inertia and friction of the table and the workpiece weight. Then of course, to stop this motion, the same amount of time and energy is required. With linear motors, most of these issues are reduced or eliminated because no conversion from rotational to linear motion takes place.
Although a linear drive produces less torque at low speed than conventional drive systems do, EDM machines don't have high-torque, high-load requirements as chip cutting machines do. Therefore, this characteristic is not an issue for EDM. Because EDM is a non-contact machining process, it is a perfect fit for linear motor technology. Unlike machining centers that take advantage of the table speeds of linear motors, EDM uses linear technology's speed for the Z axis (ram stroke) in order to create its own flushing capability. EDM also uses the speed of linear motors to react to changes in the spark gap. Linear motor EDMs will excel in difficult-to-flush applications.
Figure 2 compares a typical rotary ballscrew system to a typical linear motor system. In the ballscrew system, position and velocity are controlled by encoder signals. The ballscrew transfers the rotary movement into linear movement. During machining, the control needs to maintain the desired spark gap between the electrode and the workpiece, which is a distance of 3 to 50 microns. This oscillation is repeated up to 500 times per second. The inevitable mechanical twist and "backlash" resulting from the ballscrew's movement will ultimately reduce machining accuracy.
Backlash is a phenomenon that occurs in machine tools when the rotary motion of the ballscrew is converted into linear motion for the bed or table. The conversion is generally carried out via a geared feed mechanism, which requires a certain amount of clearance between the driving and driven gears, as shown in Figure 3. Although the clearance does not cause problems when gears are driven at a constant speed or direction, when the drive direction is reversed, there is a short delay before the driving gear teeth mesh with the driven teeth. This lag time, known as backlash, directly affects machining accuracy. As the driving mechanism wears over time, the gear tolerances degrade, which also contributes to a reduction in machining quality.
On the linear motor system, the motor is in effect the only moving part, so the travel distance measured by the linear scale is sent directly to the motor. This allows for a simpler control mechanism without the effects of backlash. Because the electrode is directly connected to the motor assembly, the movement of the electrode and the motor are in unison. This direct connection lets the system operate at very high speeds without mechanical vibration.
Therefore, voltage feedback of the spark gap is precisely followed up with an extremely fast response rate, resulting in faster machining speeds and improved machining accuracy.
Applying Linear Motors
Certain considerations have to be addressed by machine designers when creating a linear motor ram EDM. These include designing and building an extremely rigid yet lightweight head, balancing magnetic forces to eliminate distortion and counter balancing the head for accurate high speed machining. See Figure 4.
Linear motors do generate a great deal of heat, which, if not dissipated, can reduce the life of the linear motor's magnets. To overcome this problem, some sort of system must be added throughout the magnets to circulate chilled coolant in order to maintain optimum operating temperatures.
Because the Z-axis column must travel at high speeds, a conventional head counterbalancing weight system is inadequate. The counter weight was eliminated on Sodick's design and replaced by an air cylinder system that could offset the forces generated by the high speeds and high acceleration rates at which the Z axis travels.
Similarly, the "ramp speed," or acceleration, of a linear motor system from command to actual position is more than 30 percent faster than a rotary system given the same command. A linear motor control, such as that developed by Sodick, must be able to process information and change the spark gap faster than a traditional ballscrew-driven unit, which has to send data through the NC unit to a motor driver, an encoder and down to a ballscrew. The linear control sends gap detection data directly to the linear motor, which responds at a much faster rate to the command.
When set in the automatic jump cycle mode, a linear motor EDM can accelerate up to 1.22 G and reach a Z-axis speed of 36 m/min. (1,440 ipm). The maximum servo speed of ballscrew models is about 1.5 m/min. (60 ipm) with 0.05 G acceleration. With linear motors, the combination of speed and acceleration results in machining accuracy.
Natural Flushing
This combination of speed and accuracy results in the ability to machine shapes up to (but not limited to) 4 inches deep without auxiliary flushing, as seen in Figure 5. Because the electrode is moving so fast, it creates its own natural flushing currents within the spark gap. Yet at this speed, motion is smooth enough to allow a nickel to be balanced upright on the chuck while moving at 1,400 ipm. The high-speed jump of the Z axis creates a uniform and minimum spark gap while reducing electrode wear and improving cutting accuracy. See Figure 6. The need for flushing ports and forced flushing operations is eliminated.
By creating its own natural flushing for large electrodes, a linear motor EDM produces an even, uniform surface before the finishing process takes place. Because there is less material to remove, time needed for the finishing pass is reduced. Likewise, polishing time is reduced.
Linear motor ram EDMs are proving to be easier to operate than ballscrew driven EDMs because dealing with auxiliary flushing is eliminated. Adding just the right amount of flushing is something many EDM operators learn only after years of experience. Too much or too little flushing can create uneven surfaces. With linear motor EDMs, it is unnecessary to determine where to drill flush holes through the electrode, where to set up auxiliary flush ports or how to set the right amount of flushing pressure.
Eliminating the need for flushing is ideal for unattended operations that use automatic electrode changers and robots. With only one main moving part, a linear motor EDM requires less maintenance and less downtime.
Beyond EDM
In addition to EDM, linear motors are used in other industrial equipment such as the automated assembly systems for production of semi-conductors, biotechnology-dispensing devices, machining centers and grinding machines. With any sort of linear motor technology, fewer parts are required in the design. In semiconductor assembly and in grinding systems, positioning speed and accuracy are very important.
In the Japanese machine tool market, linear motor ram EDMs are reportedly taking back work that had been moved to machining centers. This trend is attributed to the increased machining speeds seen on linear motor EDMs, the elimination of flushing and the fact that no more operator intervention is required after the process begins. With linear motor technology, ram EDMs have fewer variables and are easier to operate, while the linear motor wire EDMs attain higher accuracy and better finishes with fewer skim passes.
Although linear motor technology in the machine tool industry is relatively new, it is an emerging development that will not only increase production but also raise the level of accuracy, thereby attracting new applications for EDMs.
About the author: Todd Laffin is Product Manager at Sodick, Inc. (Mount Prospect, Illinois). The author extends special thanks to Bud Guitrau of Gisco Equipment for his contributions to this article.
















Related Content

10 Things to Know About Creep-Feed Grinding
Because of the high material removal rate creep-feed grinding can deliver in challenging materials, grinding might not be just the last step in the process—it might be the process.
Read More
Watchmaking: A Machinist’s View
Old-world craftsmanship combines with precision machining on a vertical machining center and Swiss-type lathe to produce some of the only U.S.-made mechanical wristwatch movements.
Read More
Choosing a Five-Axis Machine Tool With Automation in Mind
While much focus is placed on the machinery that moves parts, the features most important for automating five-axis machining are arguably found in the machine tool itself.
Read More
Understanding Swiss-Type Machining
Once seen as a specialty machine tool, the CNC Swiss-type is increasingly being used in shops that are full of more conventional CNC machines. For the newcomer to Swiss-type machining, here is what the learning curve is like.
Read MoreRead Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More