
Reaming Application Illustrates True Cost of Cutting Tools
Cutting tools have two costs: purchase price and combined cost of all time, effort and extra steps required for a particular tool.
.jpg;width=70;height=70;mode=crop;format=webp)

The “Bayo T-Ream” is a reaming system featuring a quick-change carbide head and a steel shank.

The “Bayo T-Ream” is a reaming system featuring a quick-change carbide head and a steel shank.



One caveat is that this search for savings often requires a change of thinking. Previously, the injector body manufacturer saw the critical hole as a boring application. The savings came when the company saw it as a reaming application instead. Something similar frequently occurs in milling work, Mr. Edler says. Many facilities can double their metal-removal rate in milling, but doing so requires the counterintuitive step of switching to a high-feed milling tool design that mandates a light depth of cut—lighter than what the shop is taking now. Running this tool at a substantially higher feed rate can more than overcome the lighter cut to save overall cost. In applications such as these, he says, the cost-effective approach often looks very different from the way that a given part or feature has historically been machined.
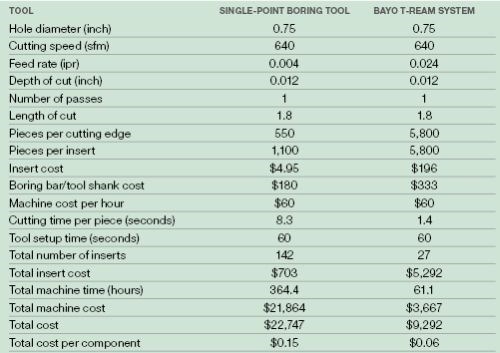
Cost Analysis
This cost analysis for machining the blind hole does not include the savings from eliminating 100-percent inspection. Even without these savings, total cost per piece was reduced by 60 percent, despite the fact that the winning tool had the higher pricetag.












Related Content

10 Ways Additive Manufacturing and Machining Go Together and Affect One Another
Forget “additive versus subtractive.” Machining and metal additive manufacturing are interconnected, and enhance the possibilities for one another. Here is a look at just some of the ways additive and machining interrelate right now.
Read More
How to Tackle Tough Angled Pocket Milling With Two Tools
Milling a deep pocket with a tight corner radius comes with unique challenges, but using both a flat bottom drill and a necked-down finishing tool can help.
Read More
How to Turn Machine Shop Downtime Into Process Expertise
To take advantage of a lull in business, JR Machine devised a week-long cutting tool event that elevated the shop’s capabilities with aerospace alloys.
Read More
New Modular Tool Options for Small Spindle Milling
Tooling options have been limited for small spindle milling applications. Now modular, indexable systems are available that provide broad flexibility to get the right cutter for the job with less inventory and at lower cost.
Read MoreRead Next


3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More