
Retention Pins that Both Position and Clamp
Shops and fixture manufacturers commonly use spring-loaded retention pins in their workholding devices to ease part loading.
.jpg;width=70;height=70;mode=crop;format=webp)
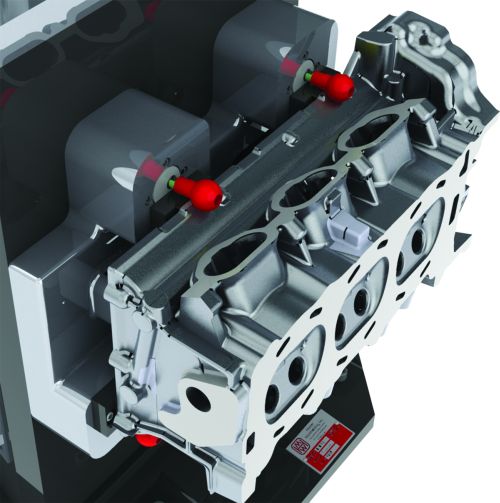
Hydraulically actuated spring-loaded retention pins both keep a part in place after it is loaded into a fixture and act as clamping elements to secure the part during machining. In some cases, no other clamping devices are necessary.

An HPRP is able to generate 600 pounds of side-clamping force when a maximum of 5,000 psi of hydraulic pressure is provided.



Shops and fixture manufacturers commonly use spring-loaded retention pins in their workholding devices to ease part loading. These devices help users locate a part on a fixture and hold it in place before actuating the swing or link clamps that secure the part for machining. They are especially helpful when loading parts onto an HMC, a case in which gravity works against the machine operator (although this can be an issue with loading VMCs, too).
Years ago, Master Workholding president Mike Powell came up with an alternative to conventional retention pin spring designs that were prone to failure. Mr. Powell says the downside of those designs was their use of rubber seals, which were ineffective in preventing debris from entering the mechanism. Conversely, the Position and Retention Pin (PRP) he developed uses a rotating, sealed-ball design with a tighter, more robust metal-to-metal seal. The PRP also features a threaded pivot shaft to accommodate standard as well as custom head styles users create from blanks to suit their specific application. In addition, its ball-lock mounting system enables easy installation into a fixture without special tools.



Mr. Powell explains that a customer’s recent tricky workholding application led to the development of a new PRP version. In this case, the fixture offered limited space to accommodate both the PRPs and bulky hydraulic clamps. This spurred the idea for the dual-purpose Hydraulic Position and Retention Pin (HPRP), which, like a PRP, keeps the part in place after it is loaded, but also includes a hydraulic circuit enabling the device to function as a clamp.
Master Workholding’s HPRP offers 600 pounds of side-clamping force at the maximum operating pressure of 5,000 psi. (If an application requires less clamping force, the hydraulic pressure can be reduced at the pump or with a pressure-reducing valve.) Combining the retention function with clamping capability in one device means fewer clamping elements are typically required. The design’s low profile and small footprint also help to improve part access, which is particularly helpful for getting the most out of a five-axis machine. Plus, a built-in eccentric shaft allows for adjustments to account for variations in castings.
Oftentimes for op-10 work, swing or link clamps must be used with HPRPs. However, after that work is completed, the part typically has a machined ledge and can be clamped from the sides. This means HPRPs might be all that’s required for op-20 clamping. As with any hydraulic clamping device, users calculate the machining forces for a given application to determine the required number of HPRP units. That said, Master Workholding’s custom workholding device designs direct most or all of the machining forces into hard stops rather than hydraulic clamping components whenever possible.
Related Content
-
Modern Bar Feeds Bring New Life to Automatic Swiss Lathes
Cam-actuated Swiss lathes are still the fastest way to process many parts. By adding modern bar feeders, this shop has dramatically improved their utilization with the ability to work unattended, even in a lights-out environment.
-
Lean Approach to Automated Machine Tending Delivers Quicker Paths to Success
Almost any shop can automate at least some of its production, even in low-volume, high-mix applications. The key to getting started is finding the simplest solutions that fit your requirements. It helps to work with an automation partner that understands your needs.
-
A Case for Combining Workholding with Optical Scanning
Automotive dies and die inserts are often complex, one-off parts with little room for error. Integrity Tool's investments in modular workholding tools and 3D optical scanning have allowed the company to create niche capabilities for its CNC machined parts.








