
Retooling Unlocks New Equipment Capabilities
To meet demand for more complex work, this Chicago-area manufacturer recently invested in its first high speed and five-axis machine tools. Replacing its previous cutting tools with aluminum end mills and drills from SGS Tool Company enabled the shop to take full advantage of these machines' advanced capabilities.
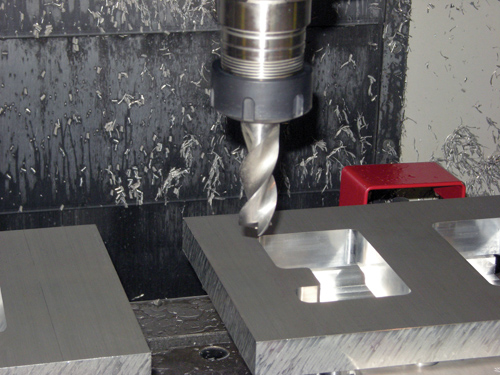
The Series 43 three-flute S-carb end mill was used for two of the nine operations needed to cut the part. The tool reduced operation time by 275 percent compared to- the company’s previous cutter in the first operation and by 300 percent in the second.
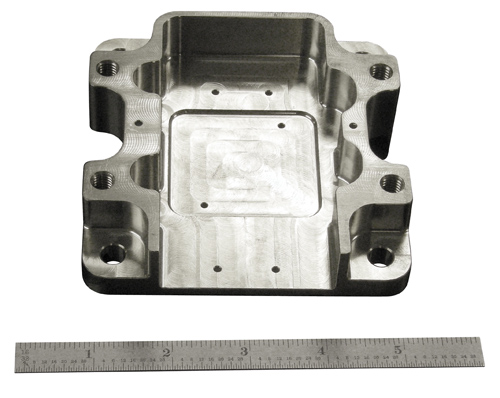
The NASCAR test part begins as a large plate from which two completed parts are machined, a process that involves removing a relatively large amount of material.
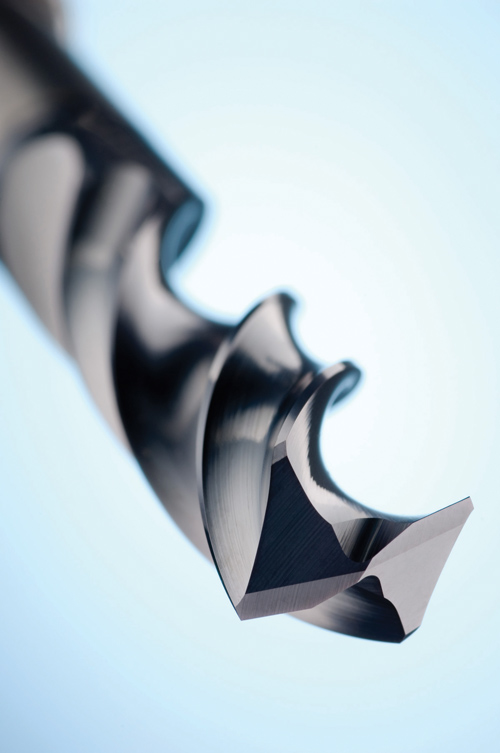
According to the manufacturer, the Hi-Per Carb’s notched, 145-degree, self-centering point eliminated the need for spot drilling, while its helical, double-margin design increased stability and provided the necessary surface finish without a separate reaming operation.



Test Results
|
SGS Tool |
Previous RPM |
Previous Feed Rate |
SGS RPM |
SGS Feed Rate |
Results Summary |
|
Series 43 S-Carb |
6000 |
60 |
10,186 |
165 |
275% operation time reduction |
|
Series 44 Ski-Carb |
6000 |
40 |
12,000 |
125 |
313% operation time reduction |
|
Series 135 Hi-Per Carb Drill |
2600 |
8 |
10,232 |
40 |
500% operation time reduction |
|
Series 43 S-Carb |
6000 |
30 |
12,000 |
84 |
300% operation time reduction |
|
Series 1 Standard End Mill |
6000 |
10 |
12,000 |
38 |
380% operation time reduction |
|
Series 47B S-Carb |
6000 |
10 |
12,000 |
65 |
650% operation time reduction |
|
Series 47B S-Carb |
4000 |
15 |
12,000 |
35 |
233% operation time reduction |
|
Series 1 Standard End Mill |
6000 |
15 |
12,000 |
24 |
160% operation time reduction |
|
Series 135 Hi-Per Carb Drill |
NA |
NA |
8,953 |
35 |
Replaced 3 tools (Drill, Flat Bottom Drill & Reamer) |
|
|
Original Cycle Time |
44 Mins. |
SGS Cycle Time |
19.5 Mins. |
Overall cycle time reduced by 56 percent |
















Related Content

How to Mitigate Chatter to Boost Machining Rates
There are usually better solutions to chatter than just reducing the feed rate. Through vibration analysis, the chatter problem can be solved, enabling much higher metal removal rates, better quality and longer tool life.
Read More
Five-Axis Changes Weldments Into Monolithic One-Piece Parts
Moving from welding to five-axis machining enabled Barbco to redesign its weldments as monolithic one-piece parts with improved strength and repeatability.
Read More
New Modular Tool Options for Small Spindle Milling
Tooling options have been limited for small spindle milling applications. Now modular, indexable systems are available that provide broad flexibility to get the right cutter for the job with less inventory and at lower cost.
Read More
Choosing Your Carbide Grade: A Guide
Without an international standard for designating carbide grades or application ranges, users must rely on relative judgments and background knowledge for success.
Read MoreRead Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More