
Small Shop, Mighty Machines
Multitasking machines capable of completely machining complex, milled and turned parts in a single setup are powering this Chicago-area job shop's growth.




A closeup of the machining area shows the Mazak Multiplex 8200's opposed spindles, each with its own tool turret.

This is just a sampling of the milling-intensive, turned parts produced on the shop's Multiplex machines. The part just above the coin and the mating part to its right are the job that started Absolute Turn's expansion from conventional CNC machine tools to multitasking machines.
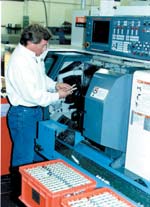
Absolute Turn vice president Ron Urban checks production of pneumatic valve spools machined complete in one setup on this Mazak Multiplex 8200, one of the shop's four Mazak multitasking machines.
Multitasking machine tools, which combine all or most of the capabilities of a CNC turning center and a machining center, are complicated machines. They require more time to program and set up than your typical job shop lathe or machining center. They are also considerably more expensive. And they are usually used to make turned parts requiring extensive milling, drilling, tapping and slotting in large rather than small quantities. What, then, is Absolute Turn, Inc., a job shop located in Wheeling, Illinois, doing with four such machines? Why, making money, of course.
Absolute Turn was incorporated 12 years ago as a joint venture by brothers Roy and Ron Urban, both of whom were machinists. The firm started with a Mazak CNC lathe and soon added a vertical machining center for secondary operations on turned parts. The venture succeeded, and the shop grew to three turning centers and three machining centers.



Can You Make It?
"One day, a customer asked us to quote a job that required 14 different turning and milling operations," recalls Ron Urban, vice president of the firm. "Most of our jobs required secondary work on our mills and went across at least two machines.
But the part that we were asked to quote required milled details that had to be precisely located relative to turned details. We knew how difficult it was to hold positioning accuracy when moving a part from one machine to another. The job posed quite a challenge for our conventional CNC turning centers.
"We knew that there were machines that could do turning and milling in the same setup, but we did not have any applications for such a machine—or so we thought," Mr. Urban continues. "Frankly, we did not think that a machine like that was appropriate for a job shop. However, the customer asked us to think about acquiring such a machine and promised us extended orders and a committed business relationship if we agreed to do so."
Absolute Turn asked its Chicagoarea Mazak distributor, Machinery Systems Inc. (Schaumburg, Illinois), to recommend a suitable machine for the application. MSI recommended a Mazak Multiplex MultiTasking machine that was capable of performing all of the turning and milling operations required for the part in a single setup, and that would produce completely machined parts ready for the customer's assembly operation. Absolute Turn went with the recommendation and purchased the machine.
The Multiplex MultiTasking machine is actually a series of machines with a common configuration. It is basically a CNC turning center with opposed horizontal spindles, each served by, in Absolute Turn's case, a 10tool turret. The turrets can accommodate live tooling as well as turning tools in every station so that extensive milling, drilling and tapping operations can be performed on workpieces. After the front end of the part is machined in the left turret, it can be transferred to the opposite spindle for machining of its cutoff end. Machining of the cutoff end in the right spindle occurs simultaneously with the initial machining operations on the next part in the left spindle, and a completely machined part drops off every time the machine cycles.
"After we installed our first Multiplex machine, we discovered that we could use it for most of the jobs that we had been turning and milling on separate machines," Mr. Urban continues. "For example, on one job that we ran on our lathes and machining centers, the part was first threaded in a 2minute cycle, then reversed in the spindle and faced, drilled and broached in another 1minute cycle. The part then went to a machining center for milling operations that took another 4 minutes. Total cycle time for the part was 7 minutes. We transferred the job to the Multiplex and cut the cycle time to 3 minutes per part. That's typical of the savings that can be achieved, because many machining operations can be performed simultaneously instead of sequentially."
Multiple Multiplexes
"Once the word got around that we had a Multiplex, requests for quotes for turned parts requiring extensive milling operations started coming in," Mr. Urban recalls. "A backlog developed, so about 18 months after we bought the first Multiplex, we bought another.
Business continued to prosper, which resulted in the purchase of our third and fourth machines, again at about 18-month intervals. Our Multiplex machines are still the busiest in the shop and are in greatest demand."
"Being able to produce parts in shorter cycle times is a big plus," adds Roy Urban, president of the company. "However, the most important advantage of the Multiplex machines for us is their ability to produce completely machined parts in a single setup. The machines eliminate the multiple setups and frequent handlings of parts that create the opportunities for error. Now, parts are set up only once and are untouched during the entire process; part quality and consistency are not compromised.
"When parts are machined sequentially on several conventional machine tools, the usual procedure is to perform the first machining operation on, say, 1,000 parts, then move the 1,000 parts to the next machine for the next operation, and so on," Roy Urban explains. "If a mistake is made early in the cycle but isn't caught until the parts have made it through to the fourth or fifth operation, the shop has produced a lot of rejects—and wasted a lot of material, tool life and machining time in the process. By contrast, the Multiplex produces parts complete. If any errors have been made in programming, tooling or setting up the machine, they are usually caught by the second or third piece so that corrections can be promptly made."
More Advantages
The Multiplex machines have also transformed Absolute Turn into a justintime machining service. "A 4week lead time on orders is standard in our industry, but some customers need things in 2 weeks or less," notes Ron Urban. "Maintaining large inventories is becoming a thing of the past. In an effort to reduce inventory costs, customers want to hold off taking delivery of parts until production is ready for them.
"Before, with our conventional CNC machine tools, when a customer would order a part, we'd turn side one on 1,000 pieces, then turn side two on the 1,000 pieces, drill this or that hole on another machine . . . the customer wouldn't see parts for two weeks.
"Now, because our Multiplex machines produce complete parts, the customer can have complete parts as soon as we can get the job set up and running," Ron Urban continues. "In emergency situations, even though the setup may take several hours, the customer can begin getting finished parts in a day or two. In fact, 90 percent of our deliveries and customer pickups are partials. Most customers keep their operations running on a steady stream of partial shipments.
"The Multiplex machines also simplify job scheduling," he adds. "When we first opened our doors, customers would order parts with an 8 to 12 week lead time, which gave us plenty of time to order material, cut up the material for loading in the machines, schedule time on the necessary machines, and so on. In today's market, customers are looking for delivery in under 4 weeks, which makes scheduling more difficult.
"The Multiplex machines remove much of the pressure from job scheduling because they produce complete parts," Mr. Urban explains. "There are no queues of parts waiting to be machined. There are no delays because a job scheduled for a machining operation was bumped by an emergency order. Parts come off the multiplex machines complete and ready to be sent out for heat treating, black oxidizing or whatever—it makes making delivery dates a lot easier."
Approximately 70 percent of Absolute Turn's jobs are currently being processed on its Multiplex machines. The shop expects that number to increase as it concentrates on finding the sophisticated—and more profitable—jobs that can best utilize the capabilities of its multitasking machines. In fact, Absolute Turn's Web page focuses almost entirely on the capabilities of the Multiplex machines—showing how important they are to the firm's present and future.
And underscoring Absolute Turn's commitment to multitasking machines, the firm has purchased another Mazak Multiplex machine from Manufacturing Systems. The new machine, a Model MPX6200Y, is similar to the shop's existing model MP6200 machines. However, it provides an additional (Y) axis of movement to the tool turrets for even greater machining flexibility.
To purchase the new machine, Absolute Turn traded in its first Multiplex. Thus, while most firms—large and small—have yet to purchase their first multitasking machine, Absolute Turn has started into its second generation of such machines. "Multitasking machines have come a long way in the last 6 years," Ron Urban observes. "We'll be getting faster cycle times, faster speeds and feeds, the accuracy that comes with a brand new machine, plus the Yaxis movement capability on the turrets that gives us even more machining versatility.
"We would have preferred to keep the older Multiplex," Mr. Urban continues. "However, upgrading to the latest technology will increase our efficiency which will, in turn, increase profitability."
Why not trade in one of the conventional CNC lathes instead? "I thought about selling our first turning center," Mr. Urban concedes. "But the machine runs like a champ and is a profitable asset to our operation. However, I would have to think long and hard before buying another conventional CNC machine. The multitasking machines are the wave of the future—at least, the wave that we'll be riding. We intend to continue to move forward and grow with the new technology."
















Related Content

Inverting Turning and Five-Axis Milling at Famar
Automation is only the tip of the iceberg for Famar, which also provides multitasking options for its vertical lathes and horizontal five-axis machine tools.
Read More
Weiler to Debut New Automation Features For Its Lathes
Weiler’s V 110 four-way precision lathe introduces features new to the U.S.
Read More
IMTS 2022 Review: Attention to Automation Extends Beyond the Robot and the Machine
The advance toward increasingly automated machining can be seen in the ways tooling, workholding, gaging and integration all support unattended production. This is the area of innovation I found most compelling at the recent International Manufacturing Technology Show.
Read More
Controlling Extreme Cutting Conditions in Large-Part Machining
Newly patented technologies for controlling chatter and vibration during milling, turning and boring operations promise to drastically reduce production time and increase machining performance.
Read MoreRead Next


3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More