The molds needed for this racing project required 36 hours of machining time, so the team also enlisted the help of Vericut software from CGTech. Incorporating this software, the Cincinnati machine tool used didn't miss a minute of regular production time.
The staff from KSU's Solar Race Team (from left to right): Jay Nightingale, Brad Larson, Matthew Honas, John Howat, Francis Noonan, Matthew Dickson, Tyler Coverdale, Ben Schreiber, and Jeremy Wood.
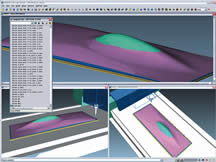
Three elements were needed to ensure the NC program was correct prior to cutting on the actual machine: a stock model, a cutting tool description and the G code. After these elements were defined, Vericut cut the 3D solid part without having to tie up the machine.
When Kansas State University's (KSU) Solar Racing Team decided to build a new solar racecar from the ground up, Harlow Aircraft (Wichita, Kansas) and Insight Consulting (Wichita, Kansas), among other corporations and government organizations, were ready to donate materials, time and knowledge. The molds needed for the project required 36 hours of machining time, so the team also enlisted the help of Vericut software from CGTech (Irvine, California). Incorporating this software, the Cincinnati machine tool used didn't miss a minute of regular production time.
Solar "raycing" is an activity in which organizations and individuals design, build and race vehicles that are entirely powered by the sun's energy. A solar racecar is a lightweight, low-power vehicle that is built exclusively for this activity. Like many high-tech racecars, solar cars do not represent a practical means of transportation. They generally seat one person; have little cargo capacity; lack creature comforts such as air conditioning and CD players; can only be driven during the day; and must be accompanied by lead and chase vehicles equipped with flashing lights when traveling on public roads. However, like other racecars, they offer an opportunity to develop future technologies that can be applied to practical applications.
KSU started its Solar Car program in 1995, after the Sunrayce passed through Manhattan, Kansas. Several students who were in attendance decided to start a team. Starting out with a small group of friends, the team now has more than 35 members, who spend in excess of 300 hours a week working on the next solar car. In less than 2 years, the team can see its ideas move from the design room to America's highways.
In 1997, the team entered its first car, Solution, in the Sunrayce and placed 24th out of 36 teams. In 1999, its second car, Apollo, placed 9th out of 29 teams. CATalyst, the team's third car, raced to a 5th place finish in the 2001 American Solar Challenge amongst a field of 30 teams. CATalyst raced again in the summer of 2003, finishing 2nd in the Formula Sun Grand Prix and 8th in the American Solar Challenge. Working night and day to get the new car, Paragon, ready in time for the 2005 North American Solar Challenge, the team hopes to dominate the competition at this year's race.
The North American Solar Challenge is a biannual cross-country solar car rayce open to competitors from around the world. In 2001 and 2003, the race stretched more than 2,200 miles from Chicago to Los Angeles. The next challenge will be held in July 2005, covering an unprecedented 2,500 miles over a span of 11 days. The competition begins in Austin, Texas, mainly following U.S. Highway 75 and Canadian Highway 1 to the finish line in Calgary, Alberta, Canada. Including KSU, there are currently 42 teams scheduled to compete in this year's rayce.
The team also competes in the Formula Sun Grand Prix, a closed-track race held every year in Topeka, Kansas. In even-numbered years, Formula Sun serves as practice for the "real" rayces; but during odd-years, Formula Sun is the qualifier in order to compete in the North American Solar Challenge.
When designing Paragon, the team relied on expertise gained from building the previous three cars. Using Pro/Engineer to design the car, the team aimed for weight reduction, as well as improved efficiency, drivability and reliability. Additionally, the new body was designed to have 20 percent less frontal drag than CATalyst.
"When I was approached by Jeremy Wood from the KSU Solar Car Team, I was eager to assist," says Jim Barnes, president of Harlow Aircraft Manufacturing. "The team was in need of a company that could support the manufacturing of a two-piece mold."
Kevin Elliot of Insight Consulting provided Harlow with the programming support, and the project was started," says Mr. Barnes.
Size was a critical factor because the mold was 6 feet by 12 feet, with complex surfaces. The project consisted of two halves—a bottom and a top. The bottom was machined first, and this effort took about 24 hours from start to finish. By using Vericut software from CGTech, Mr. Elliot was able to test the NC program for problems before it was cut on the machine.
Vericut is a solids-based software program that interactively simulates the material removal process of an NC program. "By using the software, I was able to verify the accuracy and quality of the NC program using a computer, instead of tying up the machine," explains Mr. Elliot. "Inefficient motion or programming errors that could potentially ruin the part, damage the fixture or break the cutting tool were corrected before the program was run on the machine tool."
To verify the NC program, Mr. Elliot says he needed only three components: a stock model, a cutting tool description and the G code. After these elements were defined, the software cut the 3D solid part. When an error was detected, the program provided a complete history of the error.
"By clicking on the error in the simulated tool path, the actual NC program command that caused the error was displayed for identification and correction," says Mr. Elliot.
Mr. Elliot also mentions that Vericut gave him the tools for viewing and analyzing the cut models. The part can be quickly zoomed, sectioned, reversed and rotated at virtually any angle, the manufacturer says. The part can also be displayed in translucent mode, revealing areas not visible in a solid model, such as the intersection of drilled holes. The software is said to take accurate 3D measurements of all model features, including machined surfaces such as fillet radii; corner radii; hole diameters; distances/angles; gaps; wall and floor thicknesses; part volumes; and depths. The cut model can then be compared to the original design model to perform constant gouge checking and identify excess material left on the part.
In addition to displaying material removal at the workpiece level, the software simulates entire machine tools as they appear on the shop floor. The program also simulates NC machine controls and supports control functions. It checks for machine tool collisions and over travel, which can reduce the possibility of a machine crash, its associated repair costs and production loss.
With all of the resources being donated, there was no room for error. The machine was only open for the weekend (Saturday and Sunday). Mr. Elliot realized that he had only one shot, and, after simulating the NC program in Vericut, he was confident that everything was correct.
"This decreased the time usually spent proving the tape," says Mr. Barnes "Essentially, we downloaded the tape, and the machine ran for 24 hours. Vericut simulated the entire machining process on a computer so that Harlow did not need to take its machine tool out of production to prove-out the NC program."
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.