
Software Streamlines First-Part Prove-outs
On-machine part prove-outs can increase costs by tying up valuable manufacturing time and increasing the risk of errors that can damage both the workpiece and the machine itself. With Vericut simulation software from CGTech, this aerospace manufacturer has not only avoided these issues, but also increased confidence to the point where it commonly uses its multi-spindle machines to cut multiple first-run parts simultaneously.

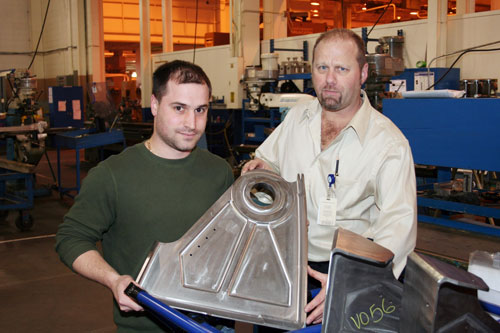
Ellanef specializes in aerospace machining. Here, Senior NC Part Programmer Greg Meservy (left) and Engineering Manager Frank Dorsey (right) inspect a titanium 5553 wing component for a commercial aircraft.
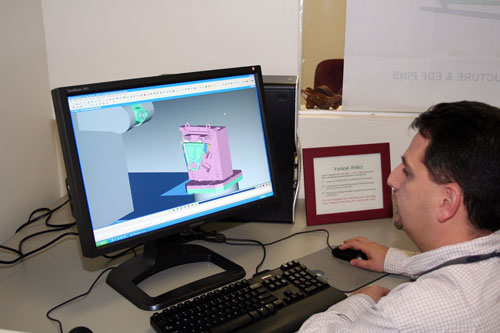
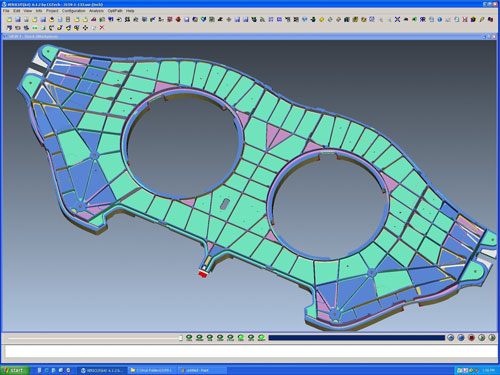
With Vericut’s Machine Simulation module, Senior NC Part Programmer Tony Naglieri can use realistic 3D models to see exactly how machine components will interact with one another on the shop floor.
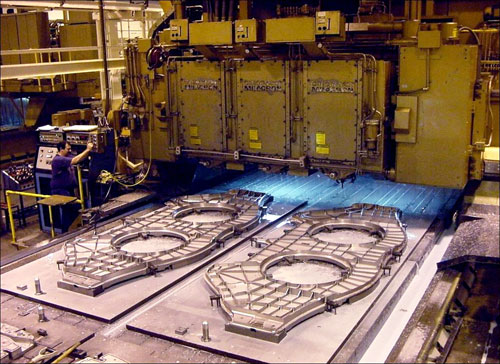
Vericut is especially useful for large parts such as these bulkheads, shown here mounted on a gantry-type machining center. In addition to eliminating the high cost of scrapping such a part during prove-out on an actual machine, the software can ensure that nothing is missed when multiple programmers work on the same project.
Share






Phillips Corporation
Featured Content
View More


Phillips Corporation - Education
Featured Content
View More





"Big parts are big dollars," says Frank Dorsey, engineering manager at Ellanef Manufacturing Corporation, a Magellan Aerospace company. "If you make a mistake on a big part, it’s not like you’re scrapping out a $10 stock piece of aluminum. The bigger the part, the more the risk you take in your first prove-out."
As an aerospace manufacturer, Ellanef produces many big parts—bulkheads, helicopter rotor blades and wing spars, to name a few—and the company is more than familiar with the high anxiety often associated with first-part prove-outs. Mr. Dorsey says the company can have an average of $60,000 or more invested in the raw material of a single bulkhead before it is delivered to the machine tool. That said, scrapping small, less-expensive parts during prove-outs is also problematic because it can cause unwanted machine downtime as the company’s engineers work to rectify the problem.



However, for Ellanef, such problems have mostly become a thing of the past. With Vericut machine simulation software from CGTech, the company can test its part programs before making a single chip. The software has greatly increased the company’s confidence when running the first part for any job. In fact, confidence is high enough that the shop commonly uses its multi-spindle machines to cut as many as three parts simultaneously as soon as production begins, Mr. Dorsey says. More tangible benefits include reduced machine downtime, lower costs and fewer collisions that can damage a part or the machine itself.
Ellanef was founded in early 1940 in a Flushing, New York garage by brothers Soph and Mingo Logethetis, who passed away in 1985 and 1997, respectively. By that time, the two-man operation with two engine lathes had grown to house 590 employees and hundreds of pieces of equipment in more than 300,000 square feet of manufacturing space. In 1999, Ellanef was sold and became a part of Magellan Aerospace Corporation.
Since the company’s founding, the majority of its work has been for both military and commercial aerospace applications. Over the years, it has manufactured and assembled a variety of products at its Corona and Bohemia, New York facilities, including flap tracks, spars, fittings, steering collars, engine mounts, axles and more. Today, it has approximately 310 employees and more than 100 CNC machines, including three- and five-axis gantries; three-, four- and five-axis horizontal mills, lathes and mill-turns; multi-spindle machines; and multi-pallet work cells. Notable customers include Boeing, BAE Systems, Lockheed, Messier-Dowty, Northrop Grumman and Goodrich, among others.
Prior to Vericut, the shop used a variety of methods for first-part prove-outs, including plotting printouts of cutter paths, cutting Styrofoam mockups and running wooden dowels as cutters through a finished part for minor toolpath changes. All of these strategies tied up valuable machine time that would be better used cutting production parts. "Now, we’ve eliminated the majority of that," Mr. Dorsey says.
Vericut simulates CNC machining to detect errors, potential collisions or areas of inefficiency. The software’s core verification capability is supplemented by a number of add-on modules, allowing users to customize their package according to their specific needs. Available modules include OptiPath, which modifies feed rates to make tool paths faster and more efficient; Cutter/Grinder Verification, which features a simplified interface designed specifically for grinding; and CNC Machine Probing, which is used to simulate contact-probe metrology operations.
Ellanef purchased its first seats of Vericut in the early ‘90s, a time when few other software simulation tools were available, Mr. Dorsey says. Today, that’s not the case—most CAM systems have built-in simulation capability. Still, despite having two CAM packages with embedded verification, the company has developed such a level of confidence in the software that it sees no reason to use another system. Mr. Dorsey adds that the software is widely used among Ellanef’s customer base, facilitating easy exchange of simulation files.
And according to developer CGTech, Vericut has an advantage over most internal CAM verification. That’s because these systems are typically limited to checking only internal CAM files, which are translated one or more times before being sent to the machine. Vericut, on the other hand, simulates the actual post-processed NC code. "Vericut is a third-party, non-biased checking mechanism for both of our CAM systems," Mr. Dorsey says. "It’s become a benchmark for us—our policy is that no program can go to the floor unless it has gone through Vericut."
Additionally, the software can accurately simulate the entire machining environment, as opposed to verifying only tool paths. With the software’s Machine Simulation module, Ellanef programmers can construct virtual versions of the company’s machines and view machining operations exactly as they will happen on the shop floor. With these realistic, 3D simulations, programmers can detect not only toolpath errors, but also collisions involving axis slides, heads, spindles, fixtures, tool changers and other machine components.
Mr. Dorsey says this feature is especially useful for its more recent equipment acquisitions, such as one enclosed cell consisting of three five-axis HMCs and 24 pallets. The five-axis heads and the rotating pallets and tombstones made it difficult to determine clearances inside the cell. Before implementing the Machine Simulation module, the company had experienced two collisions between cutters and tombstones in this cell while positioning and indexing. Now, the shop can detect such collisions in Vericut before sending part programs to the machine.
Another notable feature that has benefited Ellanef is the Auto-Diff module, which is designed to automatically detect differences between the design model and the Vericut-simulated part. This ensures that after a design has passed through various departments and CAD/CAM systems, the tool path still reflects the original design intent. The feature works by embedding the design model inside a model of the workpiece stock. If the cutting tool contacts the design model during a virtual cut, Vericut highlights the gouge and reports the error.
Automatically checking virtually machined parts against design models has saved a great deal of time for Ellanef programmers, Mr. Dorsey says. Before Auto-Diff, programmers had to manually check files for gouges, excess material or other issues. Additionally, the module is especially useful for large parts that require multiple programmers for the same project. "When you have more than one programmer, you may have a wall or a pocket that didn’t get finished," Mr. Dorsey explains. "Vericut allows programmers to funnel programs to one machine, prove them all out together and find any areas that were missed."
Many of Ellanef’s parts are machined from forgings, which sometimes have slight geometric variations resulting from imperfections in the forging process. For example, a rib that is supposed to be 4 inches tall may only be 3.75 inches tall. In a case like that, the programmed tool path might not be sufficient to clean up the part. With Vericut simulation, programmers can use trial and error to determine how to shift the cutter path and bring the part to spec with no repercussions, Mr. Dorsey says.
The software has reduced time spent on NC program prove-outs by 40 to 60 percent, Mr. Dorsey says. "Vericut is an invaluable asset—a catch-all to make sure everything is the way it’s supposed to be," he concludes. "We’ve saved time on the shop floor, saved money on scrap material, realized faster throughput and improved first-part results on new projects.
















Related Content

Orthopedic Event Discusses Manufacturing Strategies
At the seminar, representatives from multiple companies discussed strategies for making orthopedic devices accurately and efficiently.
Read More
The Smarter Way to Take Full Control of Your CNC Machine Shop
Designed to bridge the gap between CAM programmers and shop floor operators, SolidShop provides a seamless, real-time solution for managing G-code, tracking production and eliminating costly mistakes.
Read More
How I Made It: Clint Smith
Learn how Mastercam senior education market specialist Clint Smith jumped into a machining program after high school with no prior experience, and why he thinks the future of manufacturing is in good hands.
Read More
How a Family-Owned Tooling Company Competes with Global Giants (Includes Video)
Not ready to go digital? Consider this: With Siemens NX ecosystem, precision shop D’Andrea cut its programming time by 50% and is able to compete globally—even against industry giants.
Read MoreRead Next

WEBINAR: From Machine Data to Guided Action: How Modern Shops Are Closing the Execution Gap
In this webinar, MachineMetrics Product Manager Josh Fish is joined by Pindel Global Precision's Thomas Deslongchamps, for a candid look at what closing the execution gap actually looks like inside a precision machining shop.
Read More