
“Spirograph” Generates Face Grooves on a Machining Center
Sandvik Coromant's unusual "SpiroGrooving" system uses an adjustable toolholder to machine API grooves on a machining center.
.jpg;width=70;height=70;mode=crop;format=webp)
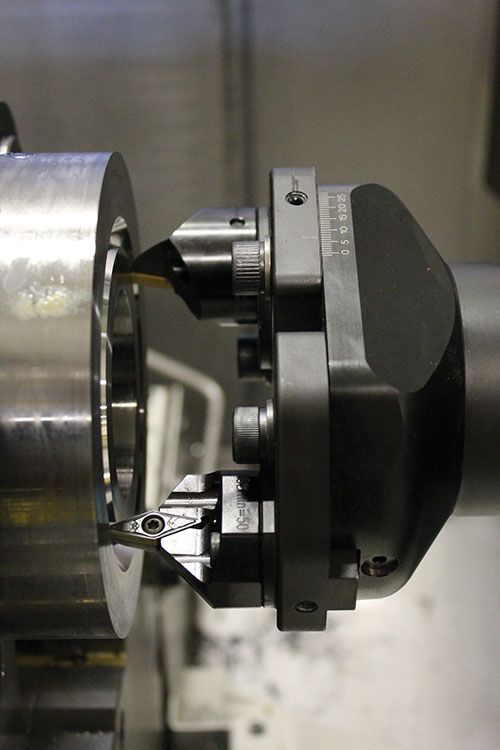
Sandvik Coromant's "SpiroGrooving" toolholder cuts an API face groove.

The interpolating tool allows a machining to center to quickly generate sealing-ring face grooves to oil-industry standards. An NC code generator tailors the tool path to the groove diameter and workpiece material. On the spirographic path, each insert cuts both the inner and outer wall of the groove and each insert alternates between both of its edges. See video by following the link in the article.



Using a lathe to machine a groove into the face of a turned part requires different toolholders for different groove diameters. That fact is second nature to many shops, but it is a curiosity to shops that don’t do this grooving. The reason different groove diameters need different tooling becomes obvious upon seeing the operation: The blade of the toolholder has to descend with the cutting insert into the groove as it is machined. Since the blade has to fit without touching either the inner or outer wall of the groove, it needs a curvature to match. This is why machining grooves through face turning presents the problem of additional tooling inventory for every different increment of groove size. And arguably, that is the least of the challenges with this operation.
Face grooves are also often a feature on parts that are poorly suited to turning. An example is oil-industry valve bodies, which might have different flanges that get these grooves facing out from one another at right angles. Indeed, another challenge in the oil industry is the specifications of the grooves. The American Petroleum Institute (API), aiming for a tight fit with the seal ring in this groove, requires the groove to hold a tolerance of ±15 minutes on its 23-degree-angled walls and finishes of 32 and 63 microinches RMS on its surfaces. These specs are difficult to hold when plunging a turning tool into the material results in a high-wear operation apt to quickly compromise the cutting edge.



Cutting tool maker Sandvik Coromant has been focused on those very specs in its efforts to develop a more manageable and reliable system for seal-ring groove machining. The unusual solution the company has developed does not use turning at all—or at least not turning on a lathe. Instead, Sandvik’s new “SpiroGrooving” system uses an adjustable toolholder to machine API grooves on a machining center. Two turning and boring inserts are simultaneously rotated and helically interpolated to generate the groove.
The toolholder is an adjustable device that positions the two V-style inserts at a distance appropriate to the groove diameter. Users manually adjust the holder and tighten bolts to clamp it at this diameter. And because of the helical interpolation, this hardware is matched in importance by a software utility that is also part of this system. The user inputs the groove diameter along with the desired cutting pitch and chip thickness (both dependent on workpiece material) to allow this utility to generate the NC code for the tool path particular to this API groove.
The tool path is not a simple helix. As the spindle spins the custom toolholder in time
with the helical orbit inside the groove, each of the two inserts alternates between cutting the inner and outer wall of the groove. The diameter of the helical path then tapers as the cut advances so that the cutting action of the inserts follows the 23-degree slope of the wall. This rotation within a tapering spiral produces a complex resultant tool path that Sandvik describes as an “intelligent spirograph.”
The path is hard to picture—video helps. Watch slow-motion video of the SpiroGrooving tool cutting an API groove.
That video also makes clear how neither of the cutting inserts is overloaded. Each insert moves in and out of the cut throughout its progression through the spirographic path, and each insert alternates between cutting on each of its available edges. The system can therefore cut the groove at a rapid penetration rate without the tool wear that might compromise the groove’s tolerances. As a result, this system is potentially a means of not only simplifying API grooving and moving the operation to a machining center, but also simply cutting the groove more quickly.












Related Content

Making the Most of Mixed Toolholder Assemblies
While nearly all ER systems will have cross compatibility, they’ll have small differences across manufacturers that make their implementation at the shop level not as standard.
Read More
Simulation and Tooling Secure High-Value Work
Simulation software and careful attention to tooling parameters have enabled Major Tool to take on ambitious projects with its complex machinery.
Read More
Big Daishowa Chuck Eliminates Chatter in Milling Operations
The Mega 12DS chuck is designed for trochoidal milling with anti-vibration end mills.
Read More
GenSwiss Releases Redesigned Toolholding System
Its GenQuick quickchange ER system for Swiss-type CNC machines and precision machining equipment has been updated.
Read MoreRead Next


The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More