
Stiffness Improvement at Interface Leads to Spindle Life Increase
How the tool was clamped affected the spindle’s life because of the way the user naturally attempted to overcome the stiffness limitation, says tooling company.
.jpg;width=70;height=70;mode=crop;format=webp)
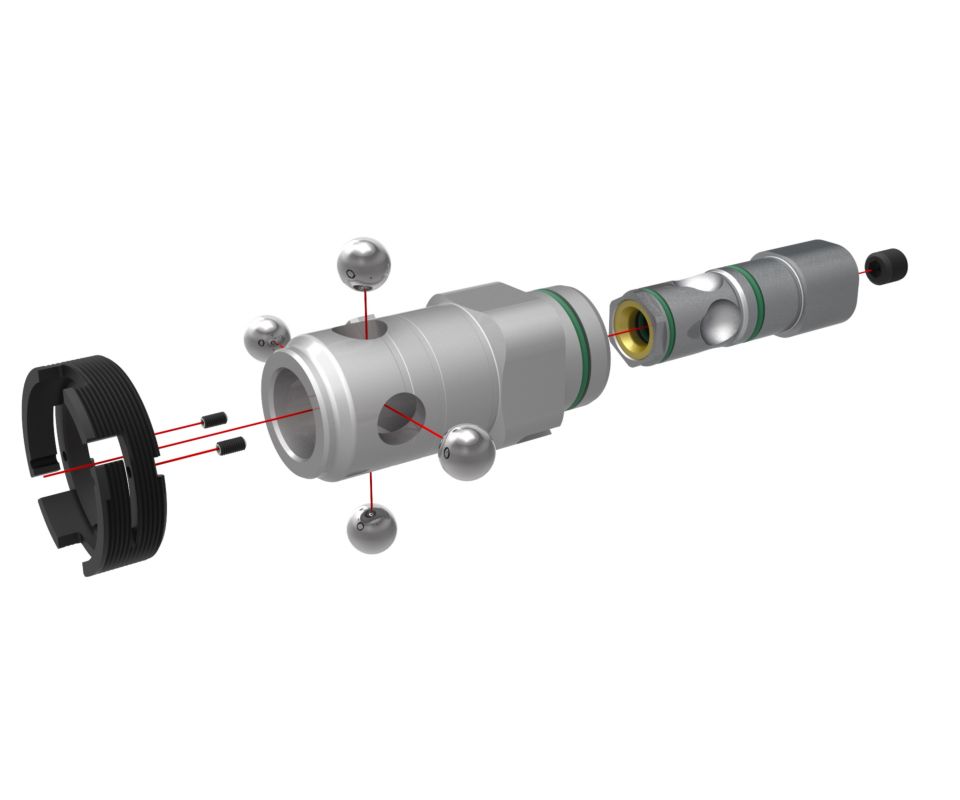
Four balls secure the toolholder in the KM4X systems. An alternative to other toolholder interfaces, the system provides quick change and high bending stiffness.
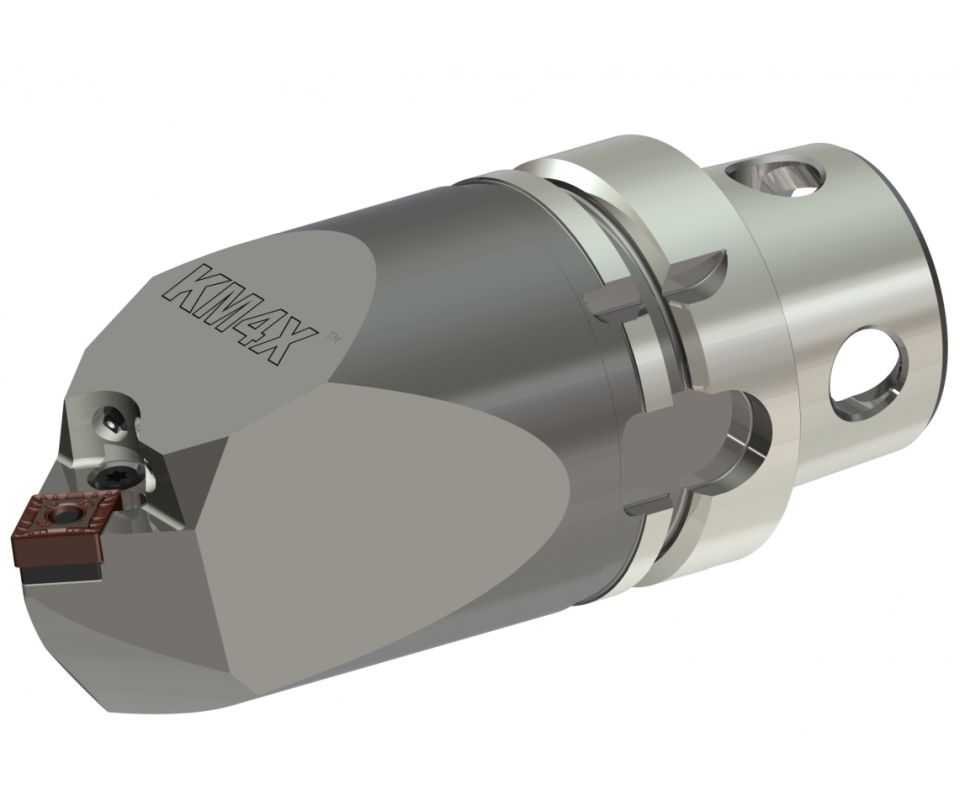
The same interface applies to both rotating and stationary tools. Stationary tool shown.
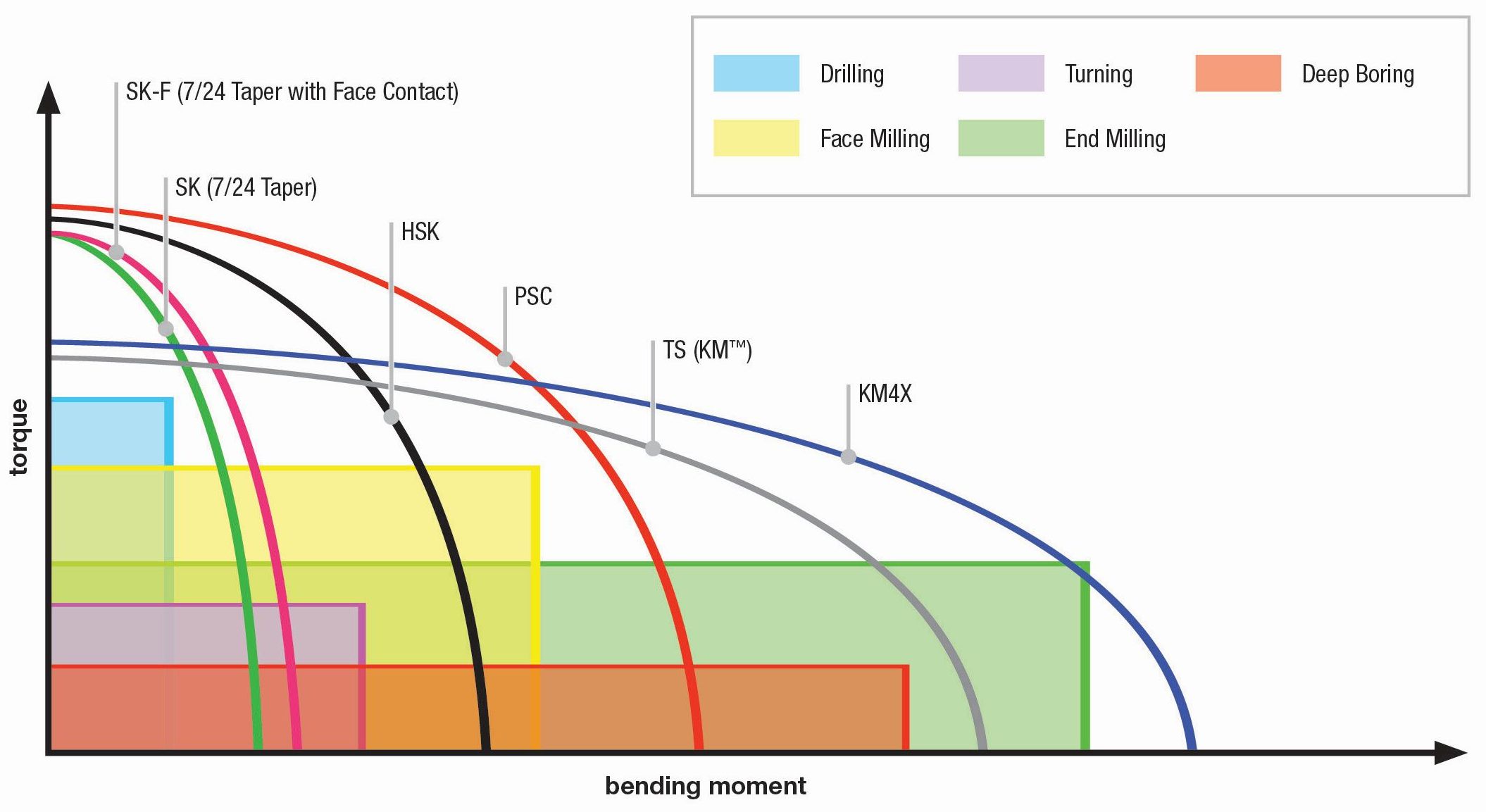
Per Kennametal, here are relative bending-moment curves of different toolholder interfaces. KM4X provides greater stiffness than KM, an earlier interface design from the company.



What is the connection between the toolholder interface and the life of a machining center’s spindle? Offhand, it doesn’t seem like there should be a connection. How long the spindle performs effectively is different from the means by which it holds tooling.
But according to Bill Redman, global product manager for tooling systems with Kennametal, a Tier-One aircraft-industry manufacturer recently observed a significant increase in spindle life when it retrofitted milling spindles in its facility to the tooling company’s KM4X toolholder system. Certain machines had previously required spindle rebuilding every six months. That level of frequent spindle maintenance stopped.
Designed for quick change on heavy-duty spindles, the KM4X system uses four locking balls (as opposed to two on an earlier, smaller version of this system) to achieve fast, precise clamping of the toolholder into the spindle. Significantly, the four-ball lock also provides for high bending stiffness—and this is the reason for the spindle life increase, Mr. Redman says. Previously, to try to compensate for low bending stiffness in heavy cuts, the manufacturer was over-clamping its conical toolholders. The resulting bell-mouthing of the spindle led to the spindle failures. Thus, it wasn’t literally the toolholder interface affecting spindle life, but the user’s response to the limitations of that interface.
Applicable to non-rotating tools as well, the KM4X system can also provide high bending stiffness for tools such as long boring bars, Mr. Redman notes.
Related Content
-
New Machining Technology Works With Old to Restore WWII Submarine
A set of donated boring bars that can be used in a 1954 boring head will enable volunteer machinists to recreate a pair of binoculars for the USS Pampanito.
-
Choosing Your Carbide Grade: A Guide
Without an international standard for designating carbide grades or application ranges, users must rely on relative judgments and background knowledge for success.
-
How to Tackle Tough Angled Pocket Milling With Two Tools
Milling a deep pocket with a tight corner radius comes with unique challenges, but using both a flat bottom drill and a necked-down finishing tool can help.








