
Sweet, Sweet Spot
For this aerospace job shop, harmonizing key aspects of each high speed machining process creates a "sweet spot" where productivity jumps. Harmonizing other key aspects of shop operations also creates a "sweet spot" that helps the company capitalize on this jump in machining productivity.





Kevin Elliott runs a simulation of an NC program. Thorough verification of tool paths is an essential part of programming for chatter-free machining.

Rotary axes on the spindle head of the Makino MAG3 will give Perfekta five-axis milling capability, with a top spindle speed of 30,000 rpm.
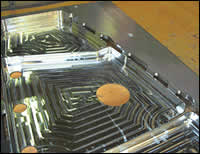
The high speed machining cell is dedicated to aluminum workpieces such as this wing rib, which is characterized by pockets with thin walls and thin floors. The finished part shown here is ready to be released from the small tabs that hold it to the parent billet. This part, about 9.5 inches wide and 20 inches long, weighs 11.2 ounces when freed. At the start, the billet weighed 24 pounds.

Test cuts are performed in samples of the same grades of aluminum found in the aerospace workpieces machined on the palletized cell.

Fig. 3—The blank workpiece on the pedestal fixture (right) is held away from the face of the fixture to provide clearance for holes drilled and tapped in this setup. Those holes allow the workpiece to be flipped over and reclamped against the face of the fixture in the second setup. A finished workpiece is ready for unloading on the adjacent face of the pedestal.
Fig. 2—The Harmonizer gets its name because it suggests spindle speeds that “harmonize” with detected chatter frequencies. To use the software, a preliminary audio sample of the machine running but not cutting is collected to establish a threshold. The user enters current spindle speed, maximum allowable speed, and number of teeth on cutter. A cut is recorded. A processed frequency signature depicts chatter frequencies if detected. The software algorithms then compute a new spindle speed that reduces or eliminates chatter. The concept is to find the highest spindle speed and greatest depth of cut at which a specific cutting tool assembly will remove material without chatter. For more information, visit www.mfg-labs.com.

Perfekta’s HSM cell has two HMCs and 14 pallets. The cell area has room for a third machine.

Fig. 1—Nick Guerra holds a microphone to record the sound of chatter during a machining test.
The right tactics win a battle. The right strategy wins a war. For many shops, speed is a matter of both tactics and strategy.
High speed machining is a prime example of speed applied tactically. The essence of HSM is applying significantly higher spindle speeds and feed rates to achieve a machining result unavailable with other techniques. Very thin walls, very smooth surfaces and very high metal removal rates are some of the results sought after with HSM. In aerospace work, these results win the battle.



However, a shop must also manage all of the supporting activities required of HSM so that the results can be delivered to customers. Speed is an important principle here as well. A shop must be well organized so that delays and snags do not squander the productivity gains resulting from HSM. Speeding finished parts to customers helps win the war, but providing higher quality and lower costs must also be part of this effective strategy.
Perfekta, Inc., an aerospace job shop in Wichita, Kansas, is winning on both counts. Tactically and strategically, the shop’s approach to HSM teaches valuable lessons. For example, one of the tactical “weapons” Perfekta makes especially good use of in the productivity battle is a method for identifying the chatter-free “sweet spot” in machining parameters—the point at which the natural harmonics of the machining system coincide with the frequency of contact between the cutter flutes and the workpiece surface. At this point, depth of cut can be optimized to maximize metal removal rates.
Hitting this sweet spot consistently has been essential to the success of the shop’s palletized machining cell that is made up of two horizontal machining centers (HMCs), each capable of 18,000 rpm. Confident that hitting this sweet spot can unlock the productivity of additional machining capacity at even higher rpm, the shop is installing a larger five-axis HMC capable of 30,000 rpm. This machine will allow the shop to handle larger and more complex aerospace parts, work that the shop has not been able to compete for in the past.
Strategically, the shop’s overall approach to HSM has been built around another concept of the “sweet spot.” In order to parlay the benefits of HSM into a competitive edge, a shop must achieve the most advantageous rhythm and pace throughout all of the procedures that lead up to and follow the machining process itself. To this end, Perfekta has clear objectives: CNC programming must be fast and effective. Setup must be streamlined to minimize part handling. Workholding methods must be modular, flexible and interference-free. Tooling must be highly consistent and predictable. Inspection routines must be prompt, providing feedback that prevents scrap. When all of these activities are well coordinated, they create a synergy that propels the entire HSM effort forward. For Perfekta’s customers such as Boeing, Cessna and Raytheon, this means shorter lead times, lower costs and higher quality.
The Matter Of Chatter
Figure 1 shows a scene that might look rather odd to most other machine shops. Nick Guerra, manager of manufacturing engineering at Perfekta, is holding a microphone towards the door of a HMC on the palletized cell. Nearby, Thanh Thach, the machine operator, checks the CNC monitor.
What the heck are they doing?
They are finding the “sweet spot” for a certain combination of cutting tool and toolholder in that particular spindle. The hand-held mic is part of the equipment they are using to locate the optimal rpm for this tooling assembly in this machine. They will run tests cuts at this speed to find the optimal depth of cut as well. Even though the scene appears a bit bizarre and mysterious, the process has proven quite effective for Perfekta. In fact, Mr. Guerra says that knowing the optimal spindle speeds and depth of cut allows this cutter to remove the most material without producing chatter.
“The machine we are listening to is a Makino A88E, one of two identical horizontal machines in our high speed machining cell,” he explains. “We’re an aerospace job shop. Hogging out aluminum aircraft parts and leaving pockets with thin walls and thin floors is what it is all about.” To do this efficiently and economically, he says, requires the maximum metal removal rates with HSM techniques. Overcoming chatter as a limitation to HSM is the key.
“We knew this before the first machine in the cell was installed in November 2001,” Mr. Guerra says. “It was the productivity gains achievable when machining at sweet spots for each cutting tool and toolholder that convinced us to invest in a palletized high speed machining cell. We knew exactly what we were going to get, and the payback was obvious.”
The microphone in the picture is wired to a laptop PC brought out to the cell for analyzing cutting tool assemblies in test cuts. Running on the laptop is a software application called the Harmonizer, developed by Manufacturing Laboratories Inc. (Las Vegas, Nevada). See Figure 2. After entering some basic data about the test cut being performed (number of cutter flutes, starting rpm, and maximum spindle speed of the machine, for example), Mr. Guerra starts the test by having the axial depth of cut increased until chatter occurs.
The mic picks up the sound of the chatter, which is easy to hear through the closed doors of the machine, and the laptop records a sample as a data file. The software running on the laptop studies the sample and analyzes the vibrations detected in the data file. If chatter is present, the software then applies algorithms that determine what spindle rpm will fall within a stable speed range.
This test is repeated at this suggested rpm, again with axial depth of cut increased until chatter re-occurs. Within three of four tests, the system will have identified the maximum removal rate for this tool—usually at the high end of the machine’s spindle speed range.
“That’s the sweet spot,” Mr. Guerra says. “Whenever we have an operation calling for that particular cutting tool in that type of holder at that tool length, we program the tool to cut at that feed rate, spindle speed and axial DOC. That way we know we’ve maximized the productivity of that operation. We can cut as fast we can without chatter.”
In some cases, the sweet spot is not at the higher levels of spindle speed. Even so, adhering to the parameters identified by testing means that the shop is achieving more productivity by running well below top speed.
Mr. Guerra emphasizes two key points. One, the shop thoroughly tested most of the cutting tool/toolholder combinations that the shop expected to use on the HMCs before the first HMC was installed. Some of these tests were completed at Makino’s tech center in Mason, Ohio, and others were completed in Perfekta’s own facility. Two, the cutting parameters from the tests were captured in a spreadsheet database that the CNC programmers must adhere to. Each entry represents the parameters that apply to every unique combination of cutter, cutter length, holder and spindle that might be used on the cell. Eventually, these parameters will be stored as tables in the CAM software to be automatically applied when tool paths are generated.
For Perfekta, this approach to optimized chatter-free machining was the breakthrough that confirmed high speed machining as the opportunity the company was looking for to sustain its remarkable record of growth and prosperity.
Easing Into HSM
Perfekta Inc. was founded in 1984. At first, the shop primarily did sub-contracting work for the large job shops that supported the aerospace industry in the Wichita area. In 1988, the company acquired its first CNC vertical machining center and began to grow rapidly, adding additional CNC equipment to keep up with demand. In the 1990s, Perfekta expanded into other markets for the aerospace industry, becoming proficient at milling, turning, sheet metal fabrication, honing, titanium hot forming and complex assembly.
By 2003, the company occupied a 75,000-square-foot facility housing almost 40 pieces of CNC equipment and employing around 115 people.
According to Mr. Guerra, Perfekta began looking at HSM in the late 1990s. “We began researching high speed machining techniques and applying them on existing equipment. Experimenting with light depth of cuts and faster feed rates seemed to show benefits.” Company management could see the potential for HSM to keep Perfekta competitive as aerospace parts became more complex and involved more processing time.
However, existing equipment was limited in this application. On average, the shop could machine monolithic aluminum components at no more than 7,500 rpm and 100-125 ipm. Metal removal rates were topping out at 13.6 cubic inches per minute. “We knew that new machines with higher speeds could do much better. We also knew that we faced a steep learning curve and had a lot of questions to answer before we moved ahead,” recalls Mr. Guerra.
Answering those questions became a serious and methodical business. Over the next year, a team from Perfekta attended HSM seminars, corresponded with suppliers, and visited other shops. Especially helpful were visits to the Boeing Phantom Works in St. Louis, Missouri. Phantom Works is an R&D facility where Boeing tests and develops manufacturing improvements, including those it encourages its suppliers to adopt. “The main thing we learned from them was the importance of building a repeatable process through cutter testing,” says Mr. Guerra. “We learned the steps involved in testing the dynamics of a system and how we could test our own machine to determine optimum conditions.”
During this time, Mr. Guerra says the Perfekta team also learned the value of cellular manufacturing to enhance the benefits of HSM. “We not only wanted to go fast, but also we wanted to eliminate the excessive setup time involved in our current manufacturing processes.”
This research culminated in a proposal to purchase the first HMC with an automated ten-pallet work handling system. As delivered to Perfekta, this machine is equipped with an HSK-100A spindle for 18,000 maximum rpm. The machine also has a fourth-axis rotary table mounted on the table. The company installed this machine in a 12,000-square-foot portion of its facility set aside for its expansion into HSM. Anticipating growth in this area, the company poured the foundation and installed the wiring so that two additional machines could be added to the cell at a later time. (Thinking ahead paid off—the second machine was installed about a year after the first.)
A dedicated “tool crib” was constructed nearby at the same time. This 20- by 20- foot enclosure houses the shrink fit toolholders, modular tooling components and off-line tool presetter that complement the cell. According to Mr. Guerra, the initial investment in the cell and related equipment totaled slightly more than $1.25 million.
Testing, Testing, Testing
Prior to delivery of the system in November 2001, the Perfekta team spent considerable time gathering data about the dynamics of the machine and the parameters for a list of cutting tools standardized for use in the cell. This testing was performed at Makino’s tech center in Mason, Ohio, on a machine identical to the one on order. “During these tests, we used the same cutters, holders and type of spindle we would be using in our shop,” says Mr. Guerra. “We were looking for the highest metal removal rate for each individual tool build-up. The idea was to find the maximum depth of cut at the top chatter-free cutting speed.”
The Perfekta team used the Harmonizer system for these tests. Another system from Manufacturing Laboratories called MetalMax was also used. The system involves tapping the cutter while in the spindle and measuring resulting vibration from accelerometers. Essentially, MetalMax performs the same function as the Harmonizer, but not during a live test cut. The electronic responses of the hammer and accelerometer test provide the input instead of frequency information embedded in sound. “We tested a range of cutters with many different tool lengths and radii to find which cutters worked best for our system,” says Mr. Guerra.
Thorough pre-testing gave the shop two major benefits. One was a database of all the cutting parameters for each tool in the standard tool list for the cell. The availability of this database enabled the CNC programmers to get a valuable head start on preparing work for the cell. The second major benefit was a strong appreciation for the importance of creating repeatable processes: using the exact same cutter geometry, the exact same toolholder, the same length from tip of the tool to the face of the holder (within 0.010 inch from cutter to cutter) and so on. This experience clearly justified the shop’s decision to invest in shrink-fit tooling, prebalanced holders and off-line presetting.
After the machine was installed, Perfekta dedicated 2 more weeks repeating the cutter testing with the Harmonizer to collect data on its own system and to verify entries in the database of standard tooling parameters. According to Mr. Guerra, only minor tweaking to the database and minor updates to prepared CNC programs resulted from this phase of the testing.
With the cell in operation for more than 2 years, Mr. Guerra reports that the combination of HSM, palletized work handling and repeatable tooling has produced an average 394 percent improvement in machining time versus the company’s conventional method of aluminum hogouts. Metal removal rates are in the range of 80 to 100 cubic inches per minute, with feed rates most commonly between 300 to 500 ipm (650 ipm in roughing applications and when surface finish allows it).
The Programming Connection
Mr. Guerra points out that successful chatter-free machining at high speed can only occur if programmers adhere to the parameters in the database. This connection, he says, highlights a leading characteristic of HSM. It depends ultimately on many similar connections not only to CNC programming disciplines but also to how a shop organizes everything related the process.
“The whole shop has to be geared to enabling its HSM processes,” he summarizes.
Kevin Elliott, NC programming manager at Perfekta, outlines some of the programming considerations that are conducive to HSM. A shop has to learn how to program for chatter-free machining, he says.
- Program tool paths to maintain part stiffness. This means ordering machining steps so that stock is left to support features most likely to deflect under the forces of machining. Regions near clamping points will be more rigid. The order of machining steps can take advantage of this fact. According to Mr. Elliott, the techniques have to be learned from experience. “We’ve learned how to mill pockets with a floor only 0.020 inch thick without vacuum fixturing or dedicated fixtures. It’s all in how you manage the tool paths,” he claims.
- Take advantage of CAM software features. Perfekta uses CATIA from Dassault Systems of America (Woodland Hills, California), which allows programmers to choose tool path settings to facilitate HSM. Roughing patterns, for example, should favor wide radius moves and avoid sharp changes in direction. Finishing passes must minimize corner cuts that bury the cutter in workpiece material.
- Verify programs off-line. Perfekta uses Vericut simulation software from CGTech (Irvine, California) to check every program before it is released to the cell. The HMCs in the cell are fully modeled so that clearance issues can be readily observed. According to Mr. Elliott, simulation almost always reveals unintended cutter moves that violate safe machining conditions.
- Program features to facilitate setup and workholding. Programmers know how to program features required for the special clamping strategy developed by the shop to speed setup and minimize clearance problems.
Mr. Elliott stresses that programming throughput is a top priority in the HSM scheme of things. Excessive programming time can wipe out the time and cost savings gained from high speed machining on the shop floor, he warns.
The Setup And Workholding Connection
“When we compare our traditional processes to our high speed machining processes on the Makino cell, we find that 30 percent of time savings comes from setup reduction and 70 percent from faster metal removal,” Mr. Guerra says, to make the point that a palletized fixture makes a substantial contribution. By keeping loaded pallets always in queue, the HMCs are rarely idle. According to Mr. Guerra, the cell’s spindle utilization rate averages 87 percent, running two shifts each day during the week and one shift on Saturday. (At its peak, the cell was running an extra shift unattended on weekends.)
The cell includes two stations for loading and unloading the pallets. When the second machine was installed, the number of pallets was increased to 14. Each pallet is mounted with a four-sided pedestal fixture. Most of the workpieces machined on the cell are aircraft structural components machined from raw billets of aluminum.
According to Mr. Guerra, the shop follows several principles not only to streamline setup and fixturing, but also to enhance the effectiveness of HSM.
- Order stock with extra material to allow for clamping.
- Avoid dedicated fixtures. Except for the rare family of parts, modular fixturing is more economical.
- Standardize methods. Most monolithic workpieces are machined from aluminum plate in two setups, each with a different approach to clamping. The same two approaches are followed for all similar parts. Figure 3 shows a pedestal fixture with a blank plate clamped for the first operation on one side and a finished piece after the second operation on the other side.
- Be inventive. Perfekta’s low profile clamps for the first operation mentioned above were developed by modifying standard catalog items so that they did not project above the top plane of the blank aluminum plate. This eliminates clearance problems.
- Use workholding to its advantage. In the second setup, the plate is held flush against the face of the fixture by threaded inserts that mount in the standard holes. These inserts screw into left-hand threaded holes that were drilled and tapped into the plate in the first setup. This method provides support so that pockets can be machined with thin floors.
- Clamp efficiently. HSM creates lighter axial forces. Smaller clamps located in strategic positions are sufficient, especially when the NC program is written to observe part stiffness.
The Cutting Tool Connection
According to Mr. Guerra, the shop favors solid carbide two-flute end mills for roughing and three-flute solid carbide for finishing on the cell. “Our suppliers provide consistent quality from tool to tool,” he says. “That’s one of our main criteria, so we stick to the same suppliers that we’ve come to trust.”
One of the most significant benefits of the shop’s devotion to minimizing chatter in HSM is extended tool life. As Mr. Guerra points out, “Chatter is the sound of a cutter beating itself to death.” He reports that dramatic increases in tool life have resulted from the absence of chatter. “Many cutters deliver 30 hours of actual in-the-cut time before having to be changed.”
A side effect of prolonged tool life is finer surface finishes. This reduces deburring and hand blending, for additional savings in time and cost.
Connecting With The Future
Perfekta’s success with HSM has put it in a spot that many consider especially sweet and enviable right now. The company is growing. It’s adding to its machining capacity, and it’s moving in a new business direction, both developments related to HSM.
Slated for installation in August 2003 is a Makino MAG3 five-axis HMC. This 80-hp machine features a 30,000-rpm spindle for HSK-63F tool shanks. Maximum feed rates are 1,000 ipm. In addition to axis travel that will allow the shop to handle workpieces roughly twice the size of anything it can handle currently, the A and C rotary axes will enable the shop to machine complex workpiece configurations in one setup.
“Acquiring this machine is a logical step for us,” says Mr. Guerra. “We know we’re ready for this higher level of technology and that we can make this machine a very profitable money-maker,” he adds. Of course, plans have included a regimen of tool testing so that chatter-free machining will be the ticket for this new asset.
The capacity of this machine also dovetails with an opportunity Perfekta has been pursuing recently. The company is offering customers a “value engineering” service in which Perfekta helps them develop part designs that convert sheet metal assemblies into single workpieces machined as a monolithic structure. The goal is to create a stronger, lighter component that can be produced in less time and at a lower cost, thanks in part to HSM.
According to Mr. Guerra, this initiative builds on the company’s experience with similar parts developed on a smaller scale and now produced effectively in the shop. Designing these parts for manufacturability is critical. “We’ve added resources, which allow us to design and conduct stress analysis on these structures to prove they are superior to current designs. The tests are also showing that machining techniques add to the integrity of the part in many cases,” he says, with some satisfaction.
The company is also moving toward “kitting,” where Perfekta manages the production, assembly and testing of complete sub-assemblies that are delivered straight to the customer’s aircraft assembly area. These sub-assemblies are a mix of parts produced in house and sourced from subcontractors. Perfekta’s customer, however, has only one part number to manage instead of dozens or, in some cases, hundreds. This new service enhances the value the company can deliver to customers.
To Mr. Guerra, this progress reflects Perfekta’s history of steady but controlled growth, never out of harmony with its capabilities.
















Related Content

Inverting Turning and Five-Axis Milling at Famar
Automation is only the tip of the iceberg for Famar, which also provides multitasking options for its vertical lathes and horizontal five-axis machine tools.
Read More
6 Machine Shop Essentials to Stay Competitive
If you want to streamline production and be competitive in the industry, you will need far more than a standard three-axis CNC mill or two-axis CNC lathe and a few measuring tools.
Read More
Choosing a Five-Axis Machine Tool With Automation in Mind
While much focus is placed on the machinery that moves parts, the features most important for automating five-axis machining are arguably found in the machine tool itself.
Read More
Building a 5-Axis Cell
5-axis machining has taken over the metalworking industry, but what goes into a high-functioning 5-axis machining cell?
Read MoreRead Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More