
Swiss-Type Sculpting Serves Complex Parts Complete
With capability for continuous cutting using a swiveling B axis tool post, this Swiss-type lathe enables users to machine complex, sculpted geometry without moving parts to another machine.


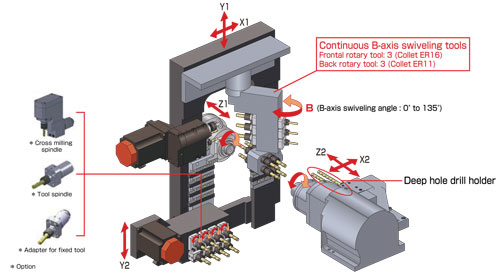
With six live tools—three on the front, three on the back—the swiveling B-axis tool post works in conjunction with C-axis rotation to provide continuous cutting of complex geometries.
A swiveling B axis, modular tooling and the ability to run as a “chucker” helps users quickly adapt to virtually any part or machined feature.



The S207's capability for continuous machining reduces the need for secondary operations or reconfiguring the work zone during production of complex-geometry parts.
Considering how far Swiss-type lathes have evolved from the first models adopted to complement cam-operated screw machines, one could argue that the term “lathe” is a misnomer. With synchronized sub-spindles, live tooling, attachments for thread whirling and broaching, and other such developments pushing this platform beyond its initial limitations, the modern Swiss-type might be more aptly described as a variety of multitasking machining center.
Capability for continuous B-axis machining on Tsugami’s S207 is one example of a Swiss-type builder unveiling incremental—yet significant—developments that help customers manufacture increasingly complex parts without secondary operations. Available in the United States from REM Sales (Windsor, Connecticut), the 20-mm, gang-tooled machine enables users to produce complex, sculpted shapes on both the main and sub-spindles.



The machine accomplishes this via a servo-driven, B-axis tool post that can move vertically and swivel in a 135-degree range around the part being machined. Featuring a control resolution of 0.001 mm, the B axis works in conjunction with C-axis rotation to enable continuous cutting across virtually any area of the protruding barstock. In addition to machining highly contoured geometry, users can perform angled drilling and tapping without attachments. The B-axis tool post accommodates six 5,000-rpm live tools, three on the front for operations on barstock gripped in the main spindle and three on the back for operations on the sub-spindle.
Jeff Boulden, marketing manager at REM Sales, says demand for B-axis cutting capability on a Swiss-type is driven by a trend toward more complex-geometry parts in lower volumes. That calls for flexibility. “Shops are always looking for new ways to produce parts complete on one platform,” he notes. “In fact, we’ve found that anywhere between 18 and 25 percent of our customers who buy a Swiss-type in any given year have never used one before.”
In addition to producing complete components, the contouring B axis helps avoid the need to spend an inordinate amount of time reconfiguring the tool zone to accommodate a different part or particular machined feature. The capability is especially useful in the medical industry, where the increasing prevalence of sculpted, low-volume parts is particularly pronounced, Mr. Boulden adds. Medical shops can also benefit from the ability to seamlessly incorporate attachments for thread whirling, broaching and other specialty operations into the B-axis tool post.
He is quick to point out, however, that continuous B-axis cutting isn’t the only feature of the S207 that adds flexibility. The machine also comes with a conversion kit that enables users to remove the guide bushing and operate it like a fixed-headstock lathe. In addition to providing a more effective means of producing parts with length-to-diameter ratios of less than about 3:1, this enables users to perform separate roughing and finishing operations, as opposed to taking a full-depth cut. It also eliminates the need to use expensive, ground barstock. Costs are further reduced because without a guide bushing, the machine can access more of the bar and leave shorter remnants. Mr. Boulden says the S207 can be fully converted to “chucker mode” in less than half an hour.
Like many Tsugami models, the S207 also features modular tooling, which enables users to quickly move tools from one position to another according to their individual application requirements. Each toolholder is secured by four socket-head cap screws and features an identical, rectangular tang that mates with the drive shaft housing unit. In a matter of minutes, an operator can move a live spindle to a different location, replace face-oriented live tools with cross tools, convert a tool position from live to static (or vice versa), and so on.
However, Mr. Boulden points out that not all of the tool posts are modular, only those for which this capability is beneficial. For example, specific cross, face or other specialty tooling is not necessary on the swiveling B axis, which replaces what would otherwise be the tool post for the main spindle. Nonetheless, the orientation of the B axis somewhat limits its motion around parts gripped in the subspindle compared to the main spindle, so the traditional back tool post is still used to access some areas of workpieces gripped there. As such, the ability to quickly change those tools helps users adjust to new job requirements that much faster.












Related Content

When Too Many Customers Spoil the Part
Duo CNC used to take on as many customers as the shop could handle. But when growth stalled, a top-down audit by the company’s general manager revealed that its customer base was inhibiting growth — and causing the shop to be less efficient and productive.
Read More
5 Tips for Running a Profitable Aerospace Shop
Aerospace machining is a demanding and competitive sector of manufacturing, but this shop demonstrates five ways to find aerospace success.
Read More
A New Milling 101: Milling Forces and Formulas
The forces involved in the milling process can be quantified, thus allowing mathematical tools to predict and control these forces. Formulas for calculating these forces accurately make it possible to optimize the quality of milling operations.
Read More
Building an Automation Solution From the Ground Up
IMTS 2022 provides visitors the opportunity to meet with product experts to design automation solutions from scratch.
Read MoreRead Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
