
Swiss-Type Turning Enables Faster, More Efficient Machining
Prince Industries, a manufacturer of precision-machined components, says it strives to exceed the needs and expectations of its customers, employees and suppliers by continuously improving virtually every aspect of its operations. Continuous improvement is not just a mantra at Prince; rather, it is the driving force behind the company’s growth.




Combining its own expertise with that of Sandvik and Rem Sales, the company actualized the goal of turning two parts with different geometries in one setup.

Prince Industries reduced its cycle time by 41 percent while maintaining required tolerances as a result of implementing the BU38SY.
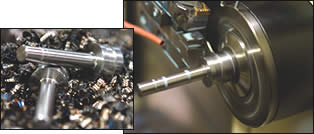
The Swiss-turn re-moves the inaccuracies that typically result from deflection on other styles of lathe.
Prince Industries, a manufacturer of precision-machined components, says it strives to exceed the needs and expectations of its customers, employees and suppliers by continuously improving virtually every aspect of its operations. Continuous improvement is not just a mantra at Prince; rather, it is the driving force behind the company’s growth.
In early 2006, the continuous improvement team examined the process for machining an engine brake component. The procedure already produced the part profitably with a 32-micron finish and 0.0005-inch perpendicularity on both faces to the OD of the part.



“We knew that in theory, it could be manufactured faster and more efficiently,” explains Mark Paluch, vice president of manufacturing at Prince. “It was an issue of cost and capability.”
Ed Miller Sr. founded Prince in 1959 with one handsaw machine and a Brown and Sharpe lathe. Since then, the company has grown to a global enterprise with facilities in the United States and Shanghai, China. High-volume machining, turning, centerless grinding and honing are areas of particular expertise.
To develop a new process to machine the engine brake component more efficiently, the company consulted a number of leading machine tool manufacturers and distributors. Under the old method, the brake component was turned from 4140 steel on a bar-fed, twin-spindle, single-turret lathe. The part has a length-to-width ratio of less than 5:1, and initial process reviews led the company to consider a more capable gang-tooled lathe.
During the review, Rem Sales Regional Manager Dan Murphy and Application Engineering Manager Steve Tragarz introduced a Tsugami BU38SY Swiss-turn as a potential solution. The duo agreed that this machine was a good fit for several reasons. For one, the BU38SY offered the possibility to produce the part complete from barstock. In addition, the sliding-headstock machine could remove inaccuracies that may result from workpiece deflection on the type of gang-tooled lathe the shop might have considered.
“We are by no means strangers to Swiss-turns,” Mr. Paluch says. “Given the size and geometry of the part, however, we didn’t even think that it was a Swiss application.”
Before the part could be successfully processed on a sliding-headstock lathe, Prince would need to address several issues. First, two parts needed to be turned complete from barstock with different stem lengths. Also critical was increasing tool life and eliminating the need for hard facing and hole deburring after heat treating. Mr. Tragarz and the Rem Sales team felt comfortable with those requirements, but they realized that the project’s success also hinged on a dramatically reduced cycle time.
“To improve the cycle time, the Swiss-turn would have to remove a substantial amount of relatively hard material quickly,” Mr. Tragarz explains. “This is something that Swiss-turns are not typically known for.”
However, Mr. Tragarz was confident that the lathe’s pinch-turn capability made it the right choice for the project. Designed with heavy cutting in mind, the Tsugami BU38SY can accommodate diameters as large as 11/2 inches. The Swiss-turn also features a 15-hp main spindle; a 10-hp subspindle; an eight-station rear turret; a Y axis; and milling on both the front gang slide and the rear turret.
Mr. Murphy developed the process, provided the time estimates and purchased the original tooling. Application Engineer Scott Hauser joined the team to execute the programming and prove out the process. The keystone and first step of the project was creating a program that could turn the two parts with unique geometries mentioned above in one setup. Mr. Hauser began by writing a program based on variables that use a custom macro feature in the Tsugami-Fanuc CNC.
“We knew it was possible to change-over from one part to the next within the family,” Mr. Hauser says. “We could accomplish this by changing one variable and the identification roll on the roll stamp. The machine operator would then be able to change-over in just a few minutes.”
The team began with the goal of developing a stable tooling process after meeting with Jim Campbell, Prince Industries’ project leader, and tooling experts from Sandvik Coromant who were willing to share their experience with producing these parts. The new process would extend tooling life beyond the approximately 60 pieces that could be cut with the roughing tool and the 160 pieces that could be cut with the finishing tool. Mr. Murphy recommended increasing the depth of cut to eliminate the multiple roughing passes. Using the stability of the Tsugami BU38SY and its 15-hp main spindle, the team increased the depth of cut to 0.270 inch at 500 surface feet per minute with the front gang slide. Consequently, they were able to consistently and efficiently remove material from the part, producing that familiar popcorn sound of “big blue chips hitting the glass.” A maximum 0.0003-inch perpendicularity from the face to the OD was maintained using unground, cold-drawn barstock.
“In doing so, Prince Industries was able to achieve 470 linear inches of cut and 210 pieces before changing the roughing tool,” Mr. Murphy says. “Finishing tool life was extended to 782 linear inches of cut or 350 pieces—an improvement of 250 percent on the roughing tool and 194 percent on the finishing tool. All of this was accomplished while maintaining a 32-micron finish on the face in both the main and subspindles.”
The Tsugami BU38SY’s milling units in the front gang slide and back turret further reduced cycle time, the manufacturer says. They enable simultaneously drilling and deburring a cross hole in the main and subspindle during subsequent operations, thus removing the need for hard facing and deburring after heat treating. While the team realized early on that the Swiss-turn could quickly remove large amounts of metal, everyone was surprised when the final process generated enough chips to fill a 55-gallon drum every 4 hours.












Related Content

How to Start a Swiss Machining Department From Scratch
When Shamrock Precision needed to cut production time of its bread-and-butter parts in half, it turned to a new type of machine tool and a new CAM system. Here’s how the company succeeded, despite the newness of it all.
Read More
Controlling Extreme Cutting Conditions in Large-Part Machining
Newly patented technologies for controlling chatter and vibration during milling, turning and boring operations promise to drastically reduce production time and increase machining performance.
Read More
When Too Many Customers Spoil the Part
Duo CNC used to take on as many customers as the shop could handle. But when growth stalled, a top-down audit by the company’s general manager revealed that its customer base was inhibiting growth — and causing the shop to be less efficient and productive.
Read More
Palmgren Launches Combination Bench Lathe, Mill
The 11" bench engine lathe and gear head mill is able to handle a wide range of turning, milling and drilling operations typically found on much larger machinery.
Read MoreRead Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
