
Taking It Slow Pays Off for Learning Five-Axis Machining
A deliberately incremental approach helped this shop flatten a significant learning curve for collaborating on the postprocessor, easing setups and using cutting tools effectively.


Although Legacy Precision Molds moved into full contouring late last year, most of the shop’s five-axis work, such as this stamping die component, requires only 3+2 machining.

Seth VanRee, one of the DMU 50’s chief operators, says taking the time to learn the ins and outs of the machine greatly reduced the learning curve once the shop began rotating and spinning the table.
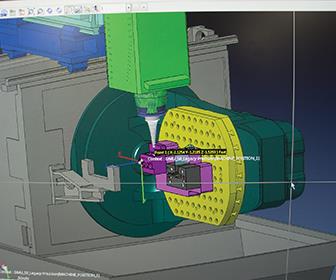
WorkNC’s simulation function is employed for each and every job. As demonstrated here, the machine is designed to access five sides of a part mounted in the center of the table. Too close to the edge, however, and some features may be unreachable.
By installing a virtual “fixture” over the usable work envelope, programmers can determine whether a part is a good fit for complete machining on the DMU 50 before putting in any significant time and effort.

Shrink-fit holders, like the two on the left, tend to be slimmer than collet chucks (right) and come in various styles. Both attributes make them particularly useful for ensuring full part access during five-axis operations.



For a couple of months after installation, the most expensive three-axis machining center at Legacy Precision Molds wasn’t a three-axis machine at all. Despite springing for a vertical machining center with a tilting, rotating worktable, the shop had no intention of taking full advantage of the two additional axes of motion.
Not in the immediate term, anyway. Taking a cue from his father, shop founder and President Tom VanRee, Tyler VanRee says he prefers a methodical approach to process and technology changes. Moving into five-axis was the one of the most significant shifts not only in the few short years since the younger Mr. VanRee began taking more of a leadership role, but in the shop’s entire history. As such, taking the time to get it right was the only option for this Grand Rapids, Michigan-based mold manufacturer, he says.



That meant running the machine in only three axes until it became as familiar to operators and programmers as any other on the floor. Only then did the shop move into 3+2 operations, and finally, full simultaneous contouring. Although it took about nine months to get there, Mr. VanRee has no regrets. “It’s a very different mindset,” he says. “We didn’t want to introduce everything all at once and brain-freeze the team.”
Indeed, all indications are that the shop’s deliberately incremental approach enabled personnel to focus more intensely than they otherwise would have on various challenges without getting overwhelmed. After all, in Legacy’s experience, adopting five-axis was an exercise in learning not just a new type of equipment, but in rethinking long-held notions about workpiece positioning and cutting tools. Notably, the transition has also led to a greater appreciation for what can be done with only three axes. “Just because you can cut in five axes doesn’t mean you have to,” Mr. VanRee says.
Learning to Walk
Mr. VanRee and his team had been eyeing five-axis capability for years before purchasing their own machine. After all, this technology is ideal for single-setup production of plastic injection mold components like lifters and slides, not to mention a variety of other contract work involving contoured geometry and difficult-to-access features. In addition to reducing the tedium of loading and unloading parts, five-axis machining can help eliminate stackup error and enable using shorter, more rigid tools for smoother finishes and greater precision. All the 6,000-square-foot, 14-employee shop needed was the right opportunity. Late last year, it was quick to act on a chance to purchase a DMU 50 trunnion-type that was scheduled to be moved out of the local DMG MORI office’s showroom.
Although efforts to ramp up this new capability proceeded at a decidedly slower pace, taking the time to learn was well worth it, says Seth VanRee, Tyler’s younger brother and one of the machine’s chief operators. One reason is largely cultural. After running in only three axes for a few months, uncertainty about rotating and tilting the table had given way to eager anticipation for what could be accomplished, he explains. DMG MORI’s Ergoline control panel, featuring a graphical interface designed to make process and machine data easily accessible, also added to employees’ confidence by making shopfloor operation more intuitive, he adds.
However, an intuitive interface didn’t preclude the need for familiarity with basic G- and M-code functions. After all, the machine’s iTNC 530 is Legacy’s first-ever Heidenhain-based CNC. John Camfferman, CNC programmer, says roughly two months of three-axis operations provided enough exposure to the machine’s “language” to ease the transition to 3+2 machining, in which the B/C-axis table is locked in a set position for three-axis moves. This is the stage at which collaboration with Vero Software, developer of the WorkNC CAM system used to program the machine, became much more involved. Although the supplier took on the legwork of developing the machine’s postprocessor (often in consultation with DMG MORI), five-axis equipment requires due diligence from end users as well. “Vero knows how to manipulate their software, but they needed us to communicate exactly what we wanted to see from the new machine,” Mr. Camfferman explains.
Granted, the shop’s three-axis machines also required some degree of postprocessor collaboration. However, two additional axes presented so many new processing options that collaboration with the software developer became more important and more complex than anything the shop had experienced with previous machines, Mr. Camfferman says. Taking the time to learn, say, which M code turns on the coolant or how exactly the machine initiates a drilling cycle, proved useful not just in and of itself, but also for integrating such basic functions into the larger program, he explains.
For example, it’s not enough to ensure that the coolant turns off prior to executing a tool measurement routine. It’s just as critical to ensure that the table returns to a “safe” position—that is, one that avoids any interference—before that measurement occurs (WorkNC’s simulation capability is used on every five-axis job, he notes). On the flip side, this can be wasted motion for other operations, as would be the case if CAM output specified returning to a safe zone between drilling operations on multiple sides of a part that can spin about the A and B axes without interference. “Without taking time to obtain an in-depth understanding of what the machine can do and what we wanted it to do, we’d have never been able to communicate what we wanted to see in the post,” Mr. Camfferman says.
Learning to Run
As expertise in 3+2 continued to increase, personnel had to learn new lessons about just how much workpiece the machine could realistically handle. The team also had to reconsider priorities for cutting tools, particularly when full five-axis contouring began in earnest. Here’s a look at lessons learned in both areas:
The usable work envelope isn’t always obvious. With the shop’s three-axis machines, operators had become accustomed to fixturing parts anywhere within the work envelope, but this approach didn’t translate to the new five-axis. “Just because the part fits in the machine doesn’t mean you can access everything you need to cut,” Seth VanRee says, adding that this information wasn’t immediately obvious when examining machine specifications. That’s largely because the center point of the DMU 50’s X-, Y- and Z-axis travels don’t line up with the center of the table.
Of course, the machine was designed this way for a reason. Chosen in part for its popularity among the shop’s peers, Legacy’s DMU 50 offers +110 degrees of B-axis table tilt in one direction and -5 degrees in the other. Angle the B axis correctly, and 360-degree C-axis rotation can ensure full access to five sides of a part mounted at table center while simultaneously minimizing floorspace requirements. However, features located too close to the edges of the table are impossible to access without hitting travel limits, he says.
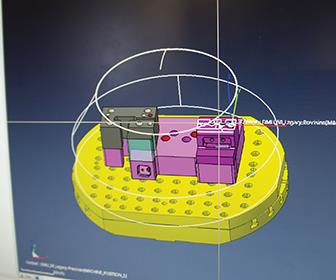
Since learning this lesson, Legacy has come up with a way to simplify and speed the process of determining whether a part fits within the work envelope. Developed largely by Tyler VanRee and demonstrated in the image below, the strategy involves treating the borders of the actual work envelope like a physical barrier in WorkNC. This is done by overlaying a dome-shaped, virtual object, the dimensions of which were updated continuously during five-axis experimentations, over the virtual machine table. “If you rotate the table and it doesn’t stay within the dome, we know right away it’s not going to work without taking any time to program or simulate it,” Tyler VanRee says.
Shrink-fit trumps collet chucks. More specifically, the shop has found that shrink-fit toolholders tend to offer better access to part features than their mechanically-actuated cousins, particularly in long-reach applications. These deliberately undersized holders are heated to expand the inner diameter (ID) enough to accommodate a tool, then cooled to collapse the ID around the shank. Although the shop had previously standardized on collet chucks, the DMU 50’s table could often tilt only so far without risking collisions between the workpiece and the collapsing collar that surrounds the tool shank. As shown in the picture above, shrink-fit toolholders are comparatively less bulky. What’s more, these toolholders come in a variety of different profile shapes and extensions that, compared to collet chucks, provide more options for configuring tool assemblies to the requirements of a specific job. Given these advantages, the shop now employs Haimer’s Power Clamp machine and shrink-fit chucks for virtually all tool assemblies in the DMU 50’s 30-position ATC.
Another advantage of shrink-fit holders is precision. Whereas the shop’s collet-chuck cutters often experience total indicator runout (TIR) ranging to 0.0005 inch, typical TIR for a tool mounted in a shrink-fit chuck trends around 0.0003 inch, Tyler VanRee says. Greater concentricity is largely a function of the holder bore providing even gripping across the entire circumference of the tool shank.
Tool dimensions are key. Adopting shrink-fit toolholders wasn’t the only change leading to significantly improved precision since Legacy’s first five-axis experiments. When the shop moved into full simultaneous motion, the first few parts emerged with blend lines in areas that programmers and operators would have felt perfectly comfortable machining smooth on a three-axis VMC, he says. With help from DMG MORI, further investigation revealed the problem wasn’t with the machine, but with the cutting tools.
Given that full contouring tends to involve machining the workpiece at different angles with different portions of the tool, these applications require symmetrical cutters. The key word here is “symmetrical,” he notes, explaining that not just any ballnose end mill will do. As it turned out, cutters that worked perfectly fine for three-axis operations weren’t geometrically consistent enough to perform well on the DMU 50. After scouring the market, the team chose to standardize on Innova Tool’s VHM line. “A lot of suppliers will specify a really tight radius tolerance and a looser diameter tolerance, but we need precision on both to ensure quality blends when full contouring requires machining with the side of the tool,” he explains. “We prefer both figures to be within ±0.0005 inch or less.”
Learning When to Run
The VanRee brothers and Mr. Camfferman emphasize that Legacy Precision Molds’ five-axis journey is far from over. Recently, however, lessons learned have been as much about when to use the new machine as how to use it. “Given that molds can be so complex, our tendency as moldmakers is to make everything complicated, but it doesn’t always have to be,” Tyler VanRee explains. “We’ve learned to make sure to ask ourselves, ‘If we design this component in a way that forces us to cut it in five axes, does it really add value to that job?’ Oftentimes, the answer is ‘no.’”
Legacy has found that work best-suited for five-axis operations tends to share certain attributes, including side details and contoured geometry that calls for consistent surface finish. Above all, five-axis machining should almost always offer the opportunity to eliminate downstream operations like sinker EDM, he says. On a basic level, this criterion eliminates almost any part that doesn’t fit within the machine’s usable work envelope, but most jobs require more careful consideration than that. For example, the DMU 50 might present an alternative to sinker EDM for a small corner in a deep cavity that can’t be machined with only three axes. However, if completing the rest of the part would still require a great deal of burning, tying up the five-axis machine for just one or a few operations might not be worth it.
On a similar note, he says the vast majority of work processed on the DMU 50 doesn’t require the machine’s full capability. For most jobs, 3+2 is more than sufficient, he says, which can be quite a relief for a shop that’s new to the process. “Once we got used to the machine, running 3+2 was really not much different from running only three axes, and it makes everything so much faster,” he says. “In our experience, there’s no reason to be afraid of making this leap, as long as you take it slow.”
Learn about Sescoi USA.
















Related Content

Volumetric Accuracy Is Key to Machining James Webb Telescope
To meet the extreme tolerance of the telescope’s beryllium mirrors, the manufacturer had to rely on stable horizontal machining centers with a high degree of consistency volumetric accuracy.
Read More
When Organic Growth in Your Machine Shop Isn’t Enough
Princeton Tool wanted to expand its portfolio, increase its West Coast presence, and become a stronger overall supplier. To accomplish all three goals at once, acquiring another machine shop became its best option.
Read More
A New Milling 101: Milling Forces and Formulas
The forces involved in the milling process can be quantified, thus allowing mathematical tools to predict and control these forces. Formulas for calculating these forces accurately make it possible to optimize the quality of milling operations.
Read More
Understanding Swiss-Type Machining
Once seen as a specialty machine tool, the CNC Swiss-type is increasingly being used in shops that are full of more conventional CNC machines. For the newcomer to Swiss-type machining, here is what the learning curve is like.
Read MoreRead Next


3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More