
Tangential Milling, Slow-Motion Video Address Slotting Bottleneck
By switching to tangential milling from Ingersoll Cutting Tools and using a slow-motion video to identify and overcome a lack of horsepower, Busche Enterprise was able to reduce cycle time and tool cost.

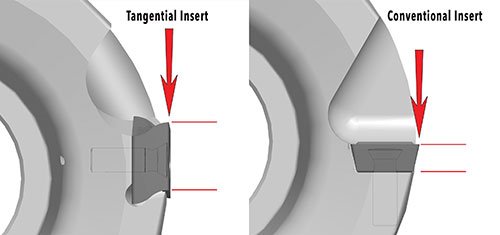
In a tangential milling cutter, the inserts lie flat around the pitch diameter (left) rather than on edge (right). This creates a stronger edge presentation for longer tool life and improved process security in heavy roughing cuts.
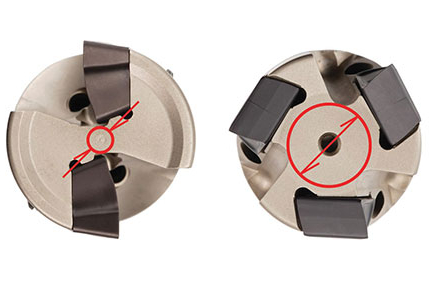
In smaller sizes, tangential cutters are stronger because they retain more metal after seat pockets are milled out. The right photo shows a 1-inch, four-flute tangential milling cutter body. The left photo shows a 1-inch, four-flute conventional cutter body.
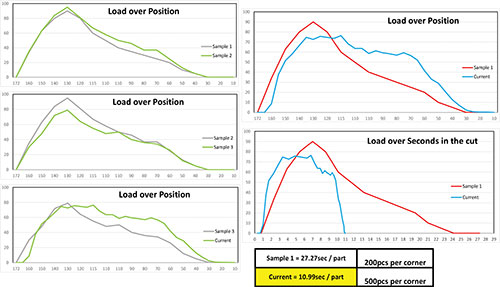
Here is the Excel plot that enabled Busche to fine-tune feed rates on the rough milling operation in forged steel. The switch to size-matched Ingersoll tangential S-Max facemill with IN4000 series PVD coating increased edge life 6 to 1 and cut cycle time by approximately 3 to 1.
The tangential insert orientation is intrinsically stronger than radial orientation.

The workpiece measures 16 inches across and 2 inches thick.



Every time inserts ruptured unexpectedly, production came to a halt at Busche Enterprise in Albion, Indiana. To make edge life longer and more consistent, the company decided to retool a rough slot milling operation in a steel forging with a tangential mill from Ingersoll Cutting Tools (Rockford, Illinois). However, to meet cycle time and tool cost goals, Busche also needed to overcome a lack of horsepower. By videoing the operation, the company was able to pinpoint exactly when the spindle became overloaded.
As a manufacturer that specializes in diversified CNC contract machining, principally for industrial, automotive, agricultural and durable-goods manufacturers, Busche often uses steel forgings. “We know steel forgings can eat up tooling, so we have a company-wide effort to address it,” says Josh Belhumeur, leader of the company’s continuous improvement program known as CHIPS (continuously helping improve process systems). The overall goal for Busche’s production is to “make rate” on all machines in all seven plants at the Indiana site, meaning that the machines are actually producing chips during 90 percent of their operating schedule.



On one high-volume job in a punishing material, however, Busche wasn’t making rate. The target operation was roughing out a shallow slot about 7 inches wide in a 16-pound crankshaft counterweight made of forged steel. Cutting the slot is part of a five-operation process run on a 27-hp Okuma CNC horizontal machining center. The workpiece looks like Mickey Mouse ears, measuring 16 inches across and 2 inches thick. With an annual volume of 200,000 pieces, the job was worth optimizing.
One of the reasons why the job was not making rate was because Busche roughed the slot in three passes with a size-matched conventional radial face mill running at 764 sfm, 0.100-inch depth of cut, and a feed of 15 ipm. The operation took about 2 minutes, and inserts failed roughly every 80 pieces, usually by sudden edge cracking. Tooling cost ran about $0.28 per part as a consequence. Worse, the tool failures stopped production frequently.
Last August, during one of their frequent shop walks, Busche asked Ingersoll’s Dean Douglass for a remedy that prioritized lower tool costs. To make the tool replacement a simple drop-in, Mr. Douglass brought in a trial S-Max tangential mill that was the same diameter as the previous cutter, only its four inserts were oriented tangentially. The cutter diameter is size-matched to the slot width, and the square inserts have 0.200-inch corner radii to meet part print specifications.
“Tangential tools have proven out as the ‘go-to’ solution for literally hundreds of very difficult rough milling applications,” Mr. Douglass says, “so we were sure it would work well here.”
In tangential milling, Mr. Douglass explains, the inserts lie flat in the cutter’s pitch circle, presenting their strongest cross section to the main cutting force vector. The cutter body is always stronger as well, because less metal is machined away for the seat pockets.
During trials at the original machining rates, the tangential cutter boosted edge life to 240 pieces and reduced tool cost to about $0.15 per part. Next, Mr. Douglass gradually increased the feed and depth to complete the slot in just two passes. This reduced cycle time, but edge life dropped to 200 pieces per corner. Although this was an improvement, cycle time and tool cost goals were not fully met. In November, management challenged Mr. Belhumeur to meet both goals.
Mr. Douglass thought there was still some headroom, so he suggested ramping up the machining rate further still. “I could tell from the sound of it, the chip shape and the track record of tangential tools that this cutter could safely complete the cut in a single pass,” he says. However, at 0.300-inch depth of cut, a problem arose: The cutter and inserts held up fine, but the spindle became overloaded midway through. Instead of backing off the feed rate, Mr. Douglass and Mr. Belhumeur continued. They noticed that the spindle load was transient—it spiked only for a short while in the meat of the cut, but was fine during entry and exit. The operation, however, was over too quickly for the naked eye to pick up the exact spot of overloading.
To capture that moment, Mr. Belhumeur grabbed his smartphone and recorded the 8-second operation on video. He then ran the video through a slow-motion application called SloPro and plotted time stamps on the video with spindle load and table position on an Excel spreadsheet. With that information, he programmed a variable feed rate through the cut that optimized the feed while targeting 70 percent of spindle load. The program, which changes feed rates every 0.040 inch, also generates a 15-30 micron concave bottom in the slot, per print requirements.
The final feed profile began with 15 ipm at the entry, slowed to 10-11 ipm in the middle, and ramped up to 19-57 ipm at the breakout with a consistent 450 sfm. The slot was roughed in 33 seconds, in a single pass with no tool overloads. The edge life increased again to a predictable 500 pieces, driving tool life down to just $0.08 per part.
These performance gains stemmed from two basic differences from the original radial tooling, says Mr. Douglass. First, the insert and cutter body are intrinsically stronger. Second, the IN4000 series grade insert coating is much more durable in milling because it is deposited by physical vapor deposition (PVD), which is done at temperatures up to 600°C, with less thermal effect on the substrate than with the usual chemical vapor deposition (CVD), which is done at up to 1,000°C. The PVD coating also withstands both tensile and compressive forces, while CVD coatings do well on compressive forces only, he says.
Two additional features of the IN4000 series of grades helped meet the demands of this application: an extremely hard oxide layer and an aggressively etched surface. The oxide layer withstands abrasion and resists heat transfer, and the etched substrate strengthens adhesion of the initial coating layer.
Based on his ex-perience so far, Mr. Belhumeur plans to raise the machining rate still further and transfer the variable feed milling process to several other rough face milling jobs on steel forgings as well as gray and ductile castings in all the plants. In fact, he has already implemented an improvement at Busche’s new plant in Hartselle, Alabama.
















Related Content

Choosing Your Carbide Grade: A Guide
Without an international standard for designating carbide grades or application ranges, users must rely on relative judgments and background knowledge for success.
Read More
Grooving Attachment Streamlines Operation by 75%
A grooving attachment enabled Keselowski Advanced Manufacturing to reduce cycle times by over 45 minutes on a high-value, high-nickel part feature.
Read More
Best Practices: Machining Difficult Materials
Cutting hardened steel, titanium and other difficult materials requires picking the right tools, eliminating spindle runout and relying on best practices to achieve tight part tolerances.
Read More
How to Tackle Tough Angled Pocket Milling With Two Tools
Milling a deep pocket with a tight corner radius comes with unique challenges, but using both a flat bottom drill and a necked-down finishing tool can help.
Read MoreRead Next


The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More